搜索
首页
大数快讯
大数活动
服务超市
文章专题
出海平台
流量密码
出海蓝图
产业赛道
物流仓储
跨境支付
选品策略
实操手册
报告
跨企查
百科
导航
知识体系
工具箱
产业园
更多
找货源
跨境招聘
DeepSeek
首页
>
TPU+PVC共混粘辊,调工艺还是控材料?
>
TPU+PVC共混粘辊,调工艺还是控材料?
九焱TPU
2026-05-12
1
导读:大家有没有见过密炼机工作时粘辊的场景?开机不久,物料就像"膏药"一样粘在转子、设备内壁,刮不净、清不掉,不仅浪费物料、影响制品精度,严重时还会损坏设备、耽误量产。
大家有没有见过密炼机工作时粘辊的场景?开机不久,物料就像"膏药"一样粘在转子、设备内壁,刮不净、清不掉,不仅浪费物料、影响制品精度,严重时还会损坏设备、耽误量产。
很多同行朋友一遇到粘辊就盲目降温、调转速——结果越调越糟:要么粘辊更严重,要么物料塑化不足。
其实,
粘辊的核心是材料特性与工艺参数不完全匹配,再加上细节管控不到位。
今天从根源到实操,把解决方法讲透。
先搞懂:为什么TPU与PVC共混特别容易粘辊?
粘辊的本质是物料塑化后与设备金属表面的附着力,大于物料自身的内聚力。
TPU与PVC的特性差异,放大了这一问题,主要来自两方面:
1. 材料特性差异:两种原料"脾气不合"
TPU:
强粘性+吸湿性
。TPU属于热塑性弹性体,分子含亲水基团,吸潮后易塑化不均,软化后会牢牢吸附在高温转子上。
硬度越低(尤其是Shore 60A~80A软质TPU),粘性通常越强。
PVC:
热敏性+依赖增塑剂
。PVC加工
温度
窗口相对较窄,温度过高易出现早期热降解(发黄、粘性增加);
增塑剂选用或用量不当,会向表面迁移,降低物料内聚力,加重粘辊。
相容性:
二者本身相容性较差,不添加相容剂或配比不当,易出现分层——就像两种"脾气不合"的材料硬凑在一起,局部偏TPU的部分直接粘辊,偏PVC的部分塑化不足,进一步诱发问题。
2. 常见工艺误区
温度过低(160℃以下)
:TPU塑化不足,未塑化颗粒积累形成粘辊。
转速不当:
过高导致局部过热(PVC降解、TPU断链),过低则分散不均。
投料顺序混乱:
先投TPU或一次性投料,TPU先接触高温转子快速软化粘附。
核心解决方案:材料+工艺双管控
解决粘辊需材料与工艺同步优化。
一:材料管控(解决60%以上的根源问题)
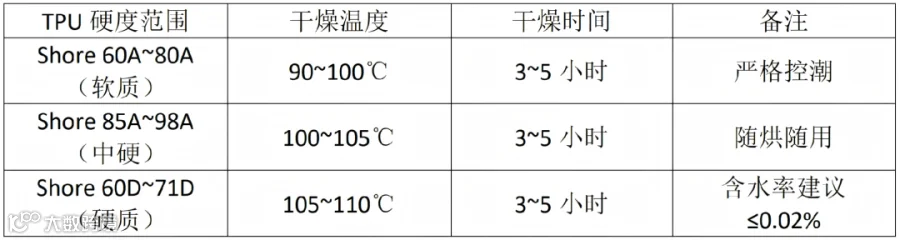
① TPU干燥管控(最重要)
TPU吸潮是粘辊最常见诱因
,必须严格干燥并按硬度分级处理。
补充建议:
干燥后暴露空气超过30分钟建议重新干燥;软质TPU可尝试添加0.1%~0.2%硬脂酸作为抗粘助剂(具体需小试验证)。
② PVC助剂选用
增塑剂:
推荐优先选用DOP、DOA等,用量一般控制在10%~20%(视硬度需求调整)。建议避免迁移性较大或相容性较差的品种。
稳定剂:
推荐钙锌复合稳定剂,在接近180℃时可适当增加0.5%~1%用量;同时可添加0.3%~0.5%硬脂酸钙,提升脱模性和减少设备附着力。
PVC本身无需过度干燥,60~70℃烘2~3小时即可,密封保存后可直接使用。
③ 相容性与配比优化
添加3%~5%的相容剂(如CPE或马来酸酐接枝聚合物),可显著改善界面结合。
推荐配比范围:
TPU:PVC = 1:1~1:2.5(TPU占比一般不宜超过50%)。
建议固定原料牌号和批次,避免混用不同硬度或供应商的原料。回收料使用比例控制在30%以内,并做好干燥。
重要提醒:
以上材料参数为典型经验值,不同牌号TPU/PVC差异较大,请务必先进行小试验证后再量产。
二:工艺适配(精准控参)
材料准备到位后,重点把控以下参数,平衡塑化效果与防粘辊:
① 温度控制
170~185℃为常见参考窗口,这是最关键的参数之一。
温度过高易引发PVC早期热降解(发黄、粘性增加),TPU粘性也会加剧;温度过低则TPU塑化不良。
微调技巧:
TPU占比偏高时适当降低1~2℃,PVC占比偏高时可适当升高1~2℃。必须实时监测物料和设备温度,异常时立即加强冷却。实际最佳温度受原料牌号、稳定剂体系和设备影响较大,强烈建议先做小试验证后再用于量产。
② 转速与压力
转速:
推荐40~60 r/min,开机时从30 r/min起步逐步提速,避免瞬间局部过热。
上顶栓压力:
建议0.3~0.6 MPa,过小塑化不均,过大易过度剪切发热。
③
时间
与投料顺序
正确顺序:
先投PVC及全部助剂预混2~3分钟,再加入干燥好的TPU继续混炼。总混炼时间一般控制在5~11分钟。添加相容剂时可适当延长1~2分钟。
TPU占比高时可适当缩短。
强烈建议避免一次性投料或先投TPU。
④ 设备清洁
开机前
用清机料(硬脂酸 + PVC基础料)彻底清理残留。
生产结束后
及时清料。
长期停机时
可在转子表面涂少量润滑油防粘连。
三:粘辊应急处理 + 日常注意事项
① 应急处理流程
立即停机,关闭加热,开启冷却,将温度降至120℃以下。
用专用刮刀小心刮除粘附物料,避免强行刮伤设备。
粘辊严重时
,投入少量清机料,低速(约30 r/min)混炼1~2分钟后带出残留。
清理完毕后
复查材料和参数,确认无误再重新开机。
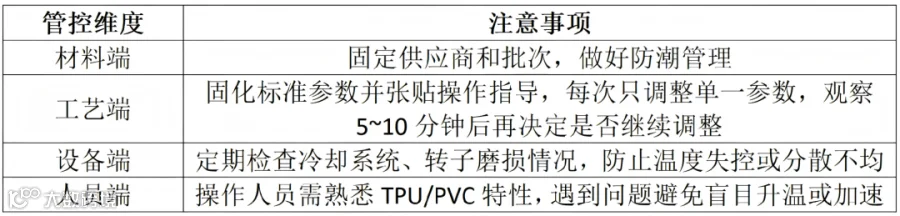
② 日常注意事项
总结
密炼机共混TPU与PVC出现粘辊,本质是材料特性与工艺不完全适配导致。
做好材料严格管控(重点干燥、助剂选用、配比优化),再精准匹配工艺参数(温度、转速、投料顺序),同时加强设备清洁和日常管理,就能大幅降低甚至杜绝粘辊,实现稳定量产。
以上内容基于九焱在行业内常见的一些实践经验总结,不同设备型号、原料牌号和目标产品性能差异较大,需结合自身实际情况进行小试验证和工艺优化。
欢迎各位在评论区分享自己的实用经验,一起交流进步。
(如需材料选型、配方优化或工艺调试支持,可私信交流)
往期文章:
TPU+PVC共混改性:麻点与暗点缺陷成因及解决方案
从PVC到TPU:新能源汽车线束的“面子”与“里子”
TPU应用干货系列:智能穿戴设备越放越黏?别怪仓库,是你一开始就选错了料
TPU+PVC共混实战指南(第4篇):如何告别麻点、发黄与气泡?
TPU+PVC共混实战指南(第3篇):为什么你的共混总是分层开裂?分子层面的相容机理
【声明】内容源于网络
0
0
九焱TPU
新材料应用
内容
154
粉丝
0
关注
在线咨询
九焱TPU
新材料应用
总阅读
3
粉丝
0
内容
154

 九焱TPU
九焱TPU