
上周东莞一家注塑厂寄来TPU脚轮样品,浇口附近缩痕明显。厂长反馈保压从80bar加到120bar、延长保压时间,问题未解决。
电话那头安静了几秒。“……流动?怎么看?”
缩痕、气痕、熔接痕,做注塑的人天天遇到。但多数现场师傅的习惯是症状一来就调参数——加压、升温、提速。调好了算运气,调不好就反复折腾。
一、调机前先花5分钟,跑三样数据
① MFR是多少?
为什么这个数重要?因为MFR直接影响流动行为——好比水管粗细:
MFR偏高的料 = 粗水管,流量大、灌得快,但收缩也大,厚壁件容易出缩痕。
MFR偏低的料 = 细水管,喷得远、补缩好,但流得慢,多浇口件容易出熔接痕。
② 查硬度——这是TPU物性表上一定会有的数
硬度是TPU最简单的流动性代理指标。同样配方体系下:
Shore A 70-80的TPU,流动好比稀饭,灌得快、填得满,但收缩也大。 Shore D 50以上的TPU,流动好比冷蜂蜜,走得慢、补缩强,但对模具要求更高。
硬度在物性表第一页,3秒钟找到。
③ 问清楚回料掺了多少
TPU回料每过一轮,分子量下降,MFR会变,同时小分子降解物增多。就像煮过两遍的面条——看着还是面,吃一口就知道没筋道了。回料超过30%时,三种缺陷的风险同步上升。
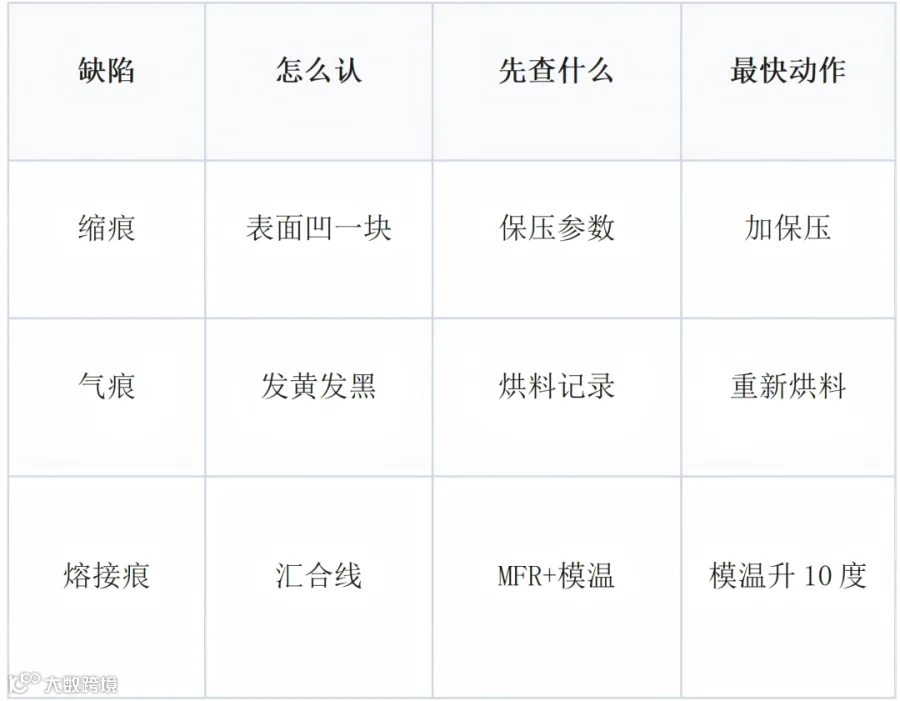
二、三大缺陷的排查顺序
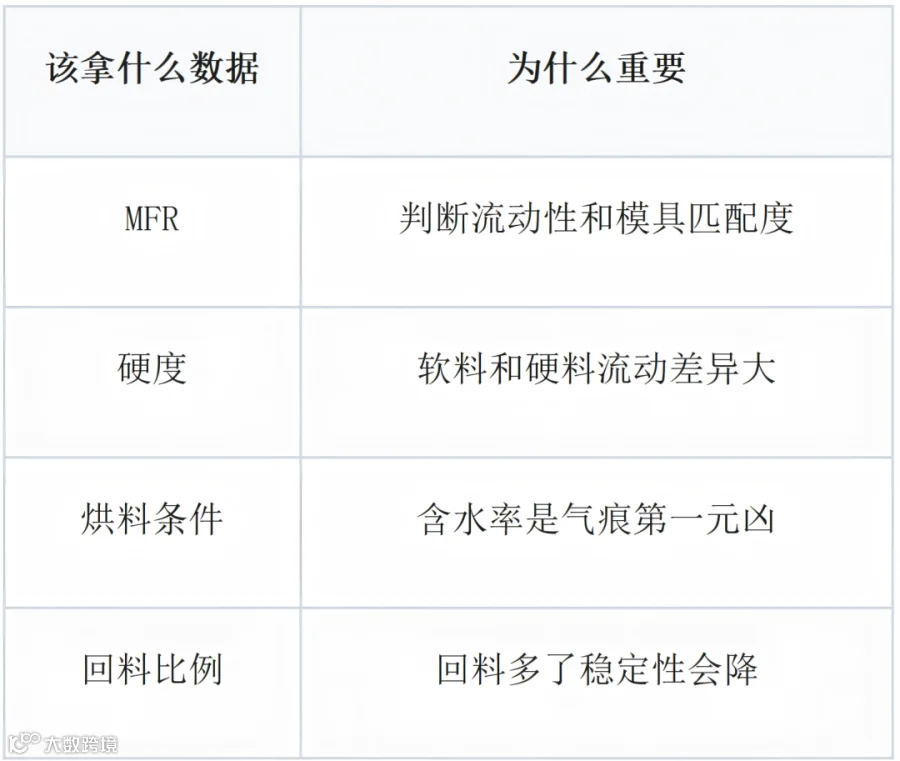
三、九焱实验室的建议:上机前跑一组数据
这四项跑完最多15分钟,省几小时试错。
四、速查表,下次到车间先用上
如需TPU选型建议或工艺调试支持,可随时联系沟通!
往期文章:
注塑工艺缺陷篇 | 04 注塑件螺丝孔夹线缺陷成因与优化方案