
点击蓝字
★
RHOXON
★
关注我们



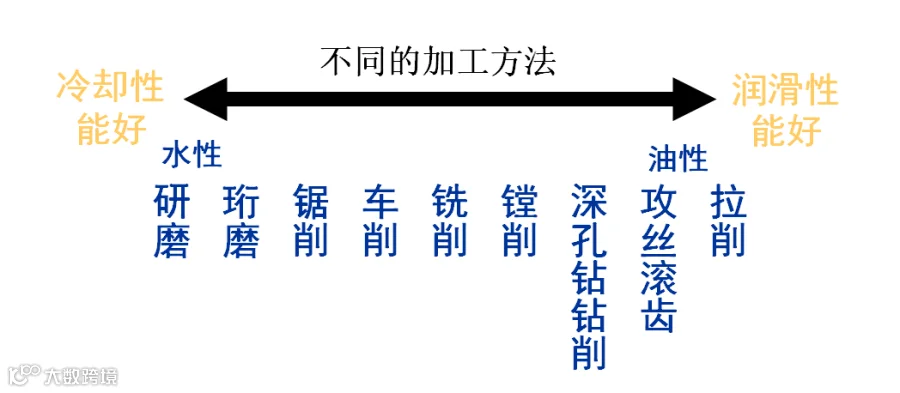
以机械切削方式将金属的一部分切除或改变外型。
任何切削方法的基本物理意义差异不大
主要差异在于:
切削的速度
切削的角度
加工产品的外观要求等。


加工材质
切削难度
切削工具
切削速度
后工序的要求



一般的灰铸铁以铁为主要成份,外加一些散布的石墨铸铁。
易于加工制造,而且不用切削油也可切削。
加工过程中易产生废细屑及黑色尘粉。

钢的机械加工性范围很大
钢的含碳量越高,硬度越高,加工性越难。
碳含量从0.3到0.6,一般使用水溶性切削油。0.6以上,则使用具有极压添加剂之切削油。
易削钢,是含硫化锰粒子,在切时破开了微小裂缝,减少了剪切抗力。

另一种不同造型的灰铸铁,常用制成引擎体或其他零件。
由成份较多之铁加上球状散布的石墨组成。
与灰铸铁一样易于加工,但比灰铸铁有较大的拉长强度及韧性。

不锈钢等耐热合金及镍合金是钢中较特殊的,含有高含量镍、钴。
硬且热传导性低,工具与碎屑交互面的温度高,工具磨损快。
放慢速度、控制好给进速率,避免加工较硬的工件,可延缓工具磨损。




热传导性低,在切屑时温度很高,不易加工。
钛在压力下有与切削工具熔接的倾向,易使工具提早磨损。
解决方法是采用较低切削速度,及采用高极压添加剂含量的切削油。

纯铜就像纯铝一样黏,加工产生长且连续的切屑,干扰切削过程。
黄铜含有锌,加工产生不连续之切屑,易于加工。含铅的铜更易加工。
黄铜及铜可用水溶性切削油加工。
有些切削油含有强碱,脂肪酸及硫,对铜有腐蚀作用,注意选择适当的油。

黏附刀具,较难加工。
工业用铝一般含少量铜来增加机械加工性。有些铝合金含有8~16%的硅来降低熔点及黏度,使得压铸作业更加容易。
合金本身软,加上硬硅粒子,会造成刀具快速磨损。

易于加工,但容易产生加工碎屑。
避免切削时所产生的高温很重要,因为高温会使镁燃烧,而且水中的氧会与刀具尖端的镁因高温发生反应。
加工镁,正确用油是低黏度油性切削油。
★
RHOXON
★

• 电话|0532-83000022 •
• 网址|www.rhoxon.com •