6、调整张紧装置
如果胶带机运转时左右跑偏,无固定方向,说明胶带松弛,应调整拉紧装置,绷紧胶带,跑偏就会消失。
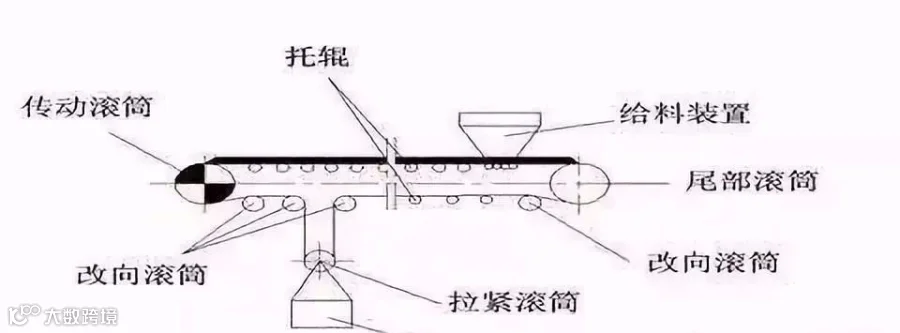
7、窄胶带调偏法
如果胶带运行时在机头或机尾处跑偏, 应先消除头尾滚筒的平行度误差,再在机头或机尾跑偏的滚筒另一侧,用200mm×200mm的窄胶带,夹入滚筒并与滚筒一起旋转。根据圆周运动学公式,滚筒处胶带线速度为v =ω R,式中ω为滚筒旋转角速度,R为滚筒半径。因此跑偏侧胶带不仅运转线速度小于另一侧,而且跑偏侧的胶带松于另一侧。用此方法调整时胶带就会向另一侧移动,直到达到正常位置,而后取出窄胶带,胶带机运转正常。
8、滚运转筒调偏法
如果胶带在滚筒处跑偏,说明滚筒转动时水平窜动、有粘料 (使筒径变大或异径) 或存在安装误差,应根据情况校正前后滚筒的水平度和平行度,跑偏就会消失。
9、减小阻力法
如果胶带跑偏不太严重,应把胶带跑偏侧的托辊清理干净,并在托辊轴承上滴几滴机械油,减少托辊转动的磨擦阻力,使托辊转动角速度加快,这样就可消除胶带跑偏。



 润天智科
润天智科