

工作原理与结构
结构:
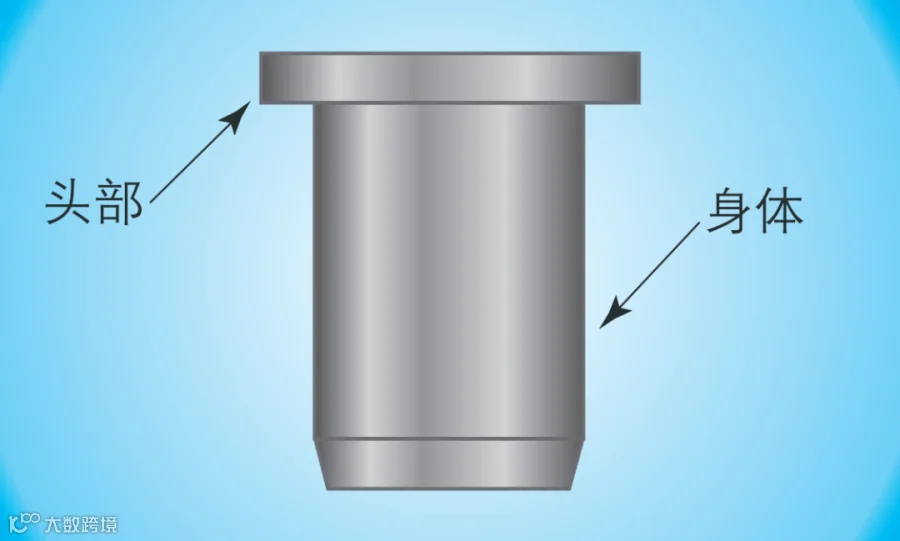
头部(头型、帽型):
主要分为平头、沉头、小沉头(加厚、大平头基本都是定制的);

|

|

|
|
|
|
|
身体(柱体):
主要有圆形(圆形分竖纹和光面两种)、半六角和全六角;

|

|

|

|
|
|
|
|
|
尾端:
有通孔和盲孔两种

|

|
|
|
|
作用原理:
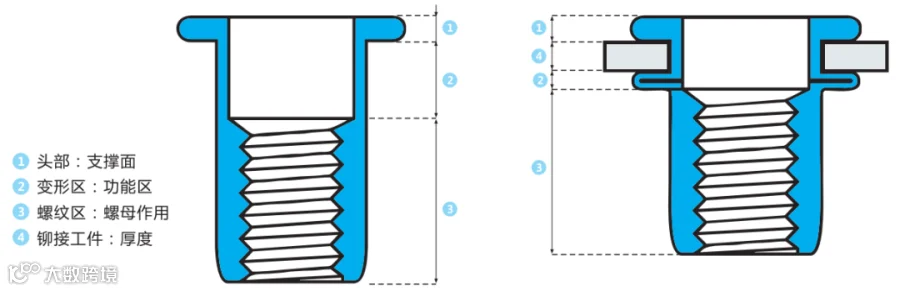
拉铆螺母使用,从单侧拉铆使其后端变形膨胀,从而牢牢固定在板材上,形成一个稳固的内螺纹结构。
1. 预制孔:根据螺母型号和规格,选择适当的孔径,孔径过大将削弱翻边咬合力,过小则导致无法装入。
2. 放置拉帽:将拉铆螺母的身体端插入孔内,确保帽沿紧贴工件表面。
3. 拉铆作业:使用专用拉铆枪(手动、气动或液压型:使用电动或液压型一定要调整好拉铆行程),通过螺杆与螺母内螺纹啮合后拉动螺杆,使变形区产生塑性变形,鼓起后锁紧板材。
4. 铆接完成:拉铆完成,退出螺杆,一般不管手动还是电动或液压都会自动退出的。

|

|
|
|
|
材料

|

|

|
| 碳钢(图为环蓝)
|
不锈钢(图为本色)
|
|
国家标准(GB)
核心标准:GB/T 17880系列
GB/T 17880.1-1999(平头拉铆螺母)
适用场景:通用钣金紧固,头部外露,柱纹防滑设计。
材质:不锈钢、铜、铝。
规格:M4~M12,表面处理包括电镀彩锌、蓝白锌或本色等。
GB/T 17880.2-1999(沉头拉铆螺母)
适用场景:需头部与板面持平的场合,需配合倒角孔使用。
安装要求:铆接后头部平面与工件表面一致。
GB/T 17880.3-1999(小沉头拉铆螺母)
特点:头部外径及厚度更小,适用于薄板或小倒角孔。
材质:同上,规格覆盖M4~M12。
GB/T 17880.4-1999 (120°小沉头铆螺母)
特点:120°锥形的头部,适用于倒角孔。
材质:同上,规格覆盖M4~M12。
GB/T 17880.5-1999(六角拉铆螺母)
结构:柱体为六角形,防止打滑,承受高扭矩。
安装要求:需冲制六角形底孔,安装后防转效果优异。
GB/T 17880.6-1999(通用技术条件)
引用标准:包括螺纹尺寸(GB/T 196)、公差配合(GB/T 197)、材料要求(GB/T 699优质碳素结构钢、GB/T 3190铝合金化学成分)、表面处理(GB/T 9799电镀锌)等。
配套标准:
GB/T 90-1985:规定紧固件的验收检查、标志与包装要求。
GB/T 5277-1985:明确螺栓和螺钉通孔的加工尺寸。
GB/T 3098:螺纹紧固件机械性能及试验方法(部分行业参考)。
国际标准与等效关系
国际标准参考:国内标准未直接等效采用意大利UNI 9201-9203系列,但部分技术要求(如头部设计、防滑结构)与其有技术关联。
其他国际标准:可根据需求参考ISO、DIN、JIS等标准体系,如ISO 14588(金属薄板用盲孔拉铆螺母)。
应用领域
汽车制造:车身钣金、底盘部件、电池箱体:固定内部模组、支架和水冷板等;
新能源储能:储能系统(ESS)的柜体或外壳组装,连接侧板、门板、支架等;
机械设备:例如工程机械的驾驶室、仪表面板等薄板结构;
航空航天:机身与机翼蒙皮、内饰、复合材料结构;
轨道交通:例如客室内饰、车底设备舱等;
另外在家电、家具等行业也有应用。
优势
单面、冷成型的安装
替代焊接螺母,避免薄板焊接易熔问题。
无需攻内螺纹,安装效率高,铆接牢固。
适应狭小空间操作(如封闭型材内部)。
标准查询
权威渠道:全国标准信息公共服务平台。