压铆螺母(Self-Clinching Nut)是一种专为薄板设计的紧固件,其核心工作原理是利用压铆设备施加的轴向压力,使螺母自身的特殊结构(如压花齿)强行挤入板材的预制孔内,迫使板材金属发生可控的塑性变形并“冷流”进入螺母的专用凹槽,从而在板材内部形成一个永久、牢固且平整的螺纹连接结构。
压铆工艺的核心在于“冷挤压”与“塑性流动”两方面。
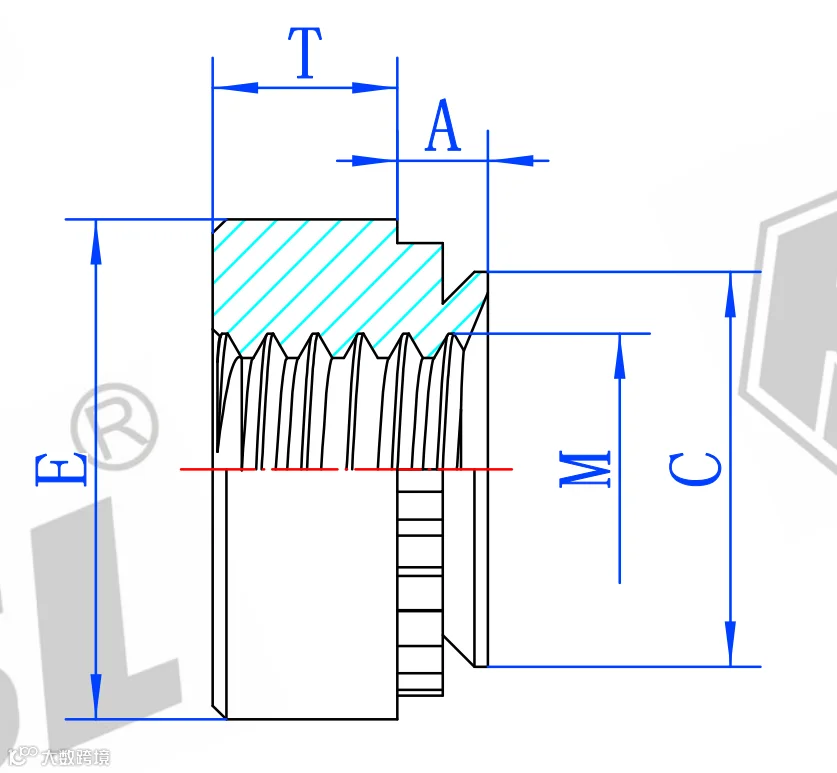
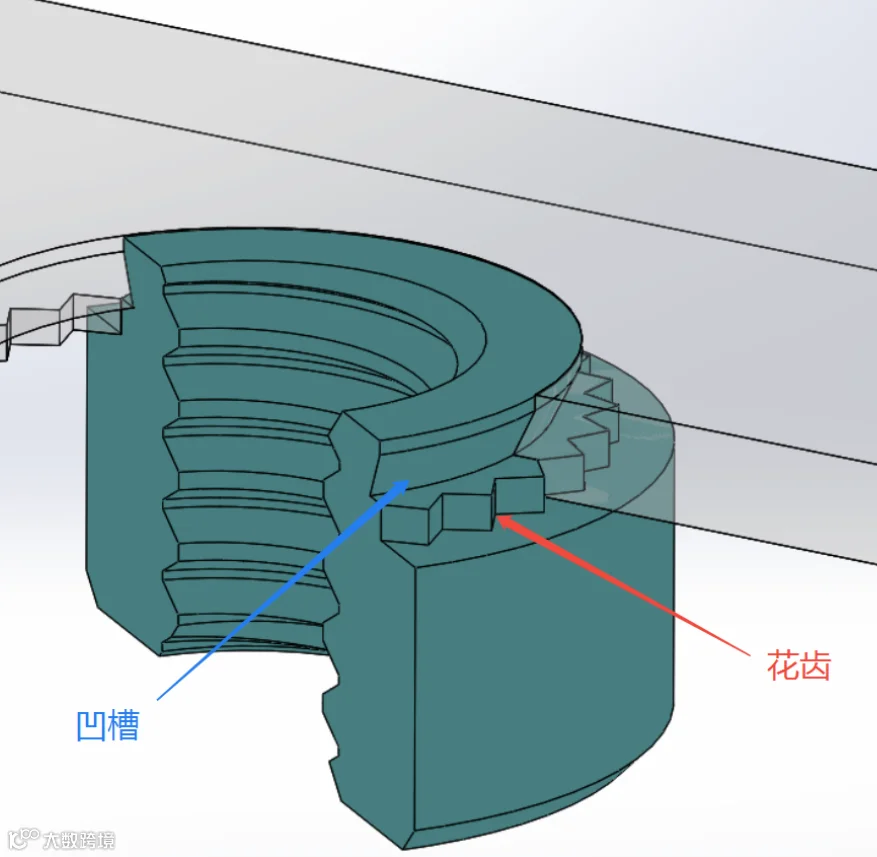
l花齿(压花齿(Knurls)):位于螺母底部,呈锯齿状,是锁紧的核心,负责咬合板材,起到铆接时挤压板材和螺母的抗扭转功能。
l凹槽(导向槽/底切槽(Undercut)):紧邻压花齿的环形凹槽,一般是斜凹进去的槽,为板材金属提供“冷流”空间,即被压花齿挤走的金属材料都会“流”进这里。从而把压铆螺母固定在板材上,防止压铆螺母脱出。
1.首先需要在薄板上冲压或钻出一个尺寸精确的圆孔。这个预制孔的孔径有严格要求,必须小于压铆螺母压花齿的外径;大于C尺寸,但不能大太多,否则铆接效果不好。还有就是如果板材是冲压孔,建议压铆螺母从板的背面压进去。
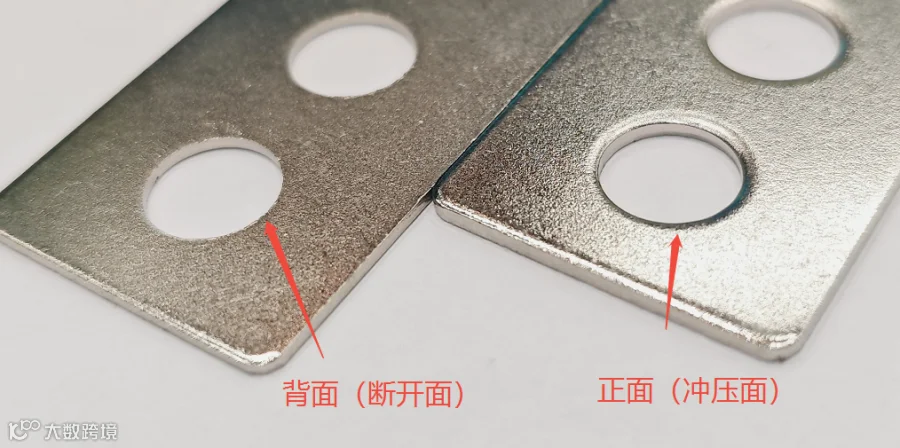
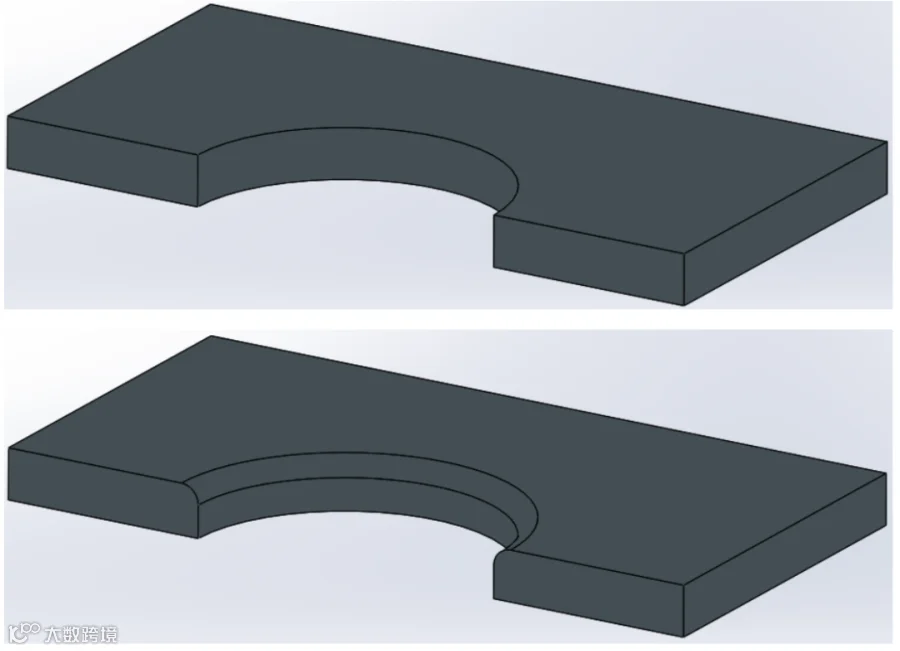
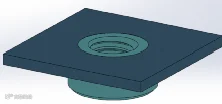
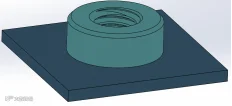
由图上可看出,金属板正面(即冲压面)边缘是圆弧角,这个或许不那么明显,我用3D图夸大一些,就明显了。这个圆弧角是钣金冲压工艺的不必要的副产品,实际或许不需要。如果用像图中冲压面那样的开孔,安装压铆螺母,在压铆过程中可能有“让料”现象,就是金属了充不满凹槽或根本没进凹槽里。
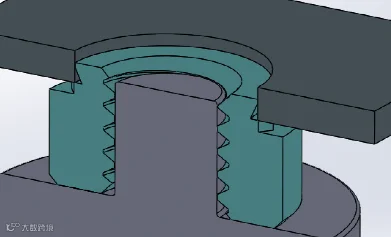
2.将压铆螺母放入凹模预制孔(也有凸模(右边):就是把压铆螺母套上如图)中。
3.将工件板材的孔对准压铆螺母,板材需要贴着压花齿放置,如图:
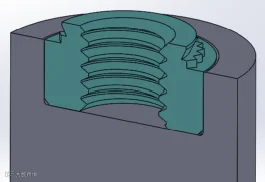
4.启动压铆设备,进行铆接。上模通过施加垂直、平行且均匀的压力,强制将螺母的压花齿压入板材。被花齿挤走的金属都填充进凹槽里。
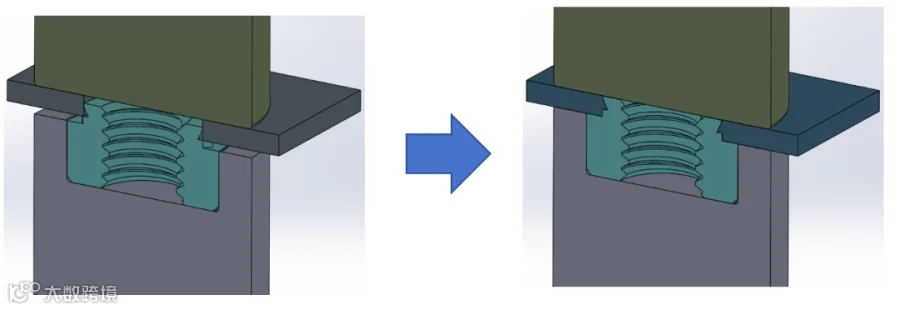
一般被花齿挤走的材料相当于凹槽的体积,如图:
一般被花齿挤走的材料相当于凹槽的体积,如图:

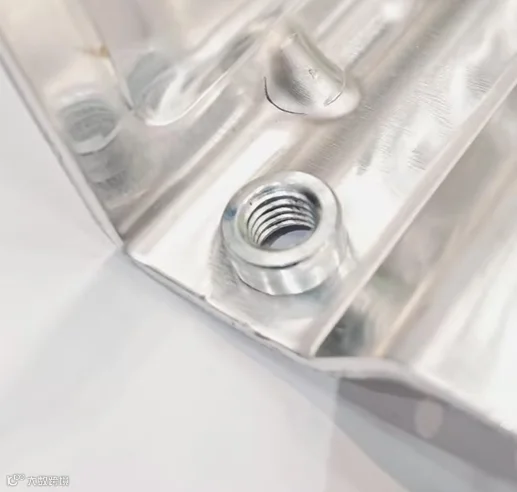
5.铆接完成。
下面是效果图: