分享是最大的支持,关注是最好的鼓励


摘要
论述了圆锥破碎机在福建某大型矿业公司选矿厂矿石破碎生产中出现的常见故障(设备管理基础薄弱、破碎机备件更换不及时、润滑不到位、破碎过程中过铁问题突出),并对故障原因进行了分析,并提出了处置方法(加强设备维护管理、按照检修标准要求进行及时且彻底的更换、对破碎机防尘系统采取有效措施、安装除铁器、完善破碎设备运行监测系统、强化破碎机上下机架配合面磨损的修复)。优化改造后,圆锥破碎机备件消耗下降显著;关键部件故障基本消失,维修人员的劳动强度大大降低;破碎系统产能大大提高,为公司整体产能的提升提供了保障。
作者及单位
汤建龙
引用格式
正文
福建某大型矿业公司铁矿石储量达4 亿t 以上,主要为高品位磁铁矿石,选矿系统于2004 年投入生产运行,其中破碎系统采用三段一闭路破碎工艺,粗破碎选用PXZ700/100型旋回破碎机,中、细碎选用单缸液压圆锥破碎机。近20 a来,现场圆锥破碎机使用效果良好,在设备维护保养方面积累了大量的经验。
圆锥破碎机以其高效的破碎效率在矿山企业中得到广泛的应用,圆锥破碎机工作时,电动机旋转通过直联或三角皮带带动水平轴转动,动力通过传动轴和圆锥部在偏心套的带动下绕固定主轴作旋摆运动,使圆锥破碎机的动锥时而靠近又时而离开固装在调整套上的定锥衬板表面,使矿石在破碎腔内不断受到冲击、挤压,从而实现矿石的破碎。动锥靠近定锥时,将矿物挤压破碎,动锥离开定锥时,小于排矿口的矿物靠重力下落排出。
圆锥破碎机与颚式破碎机相比,因其破碎的连续性,具有效率高、产品粒度均匀的特点,在大中型矿山企业应用广泛。
2016 年以前,由于设备使用、维护、生产管理等方面的原因,圆锥破碎机的整体运行技术经济指标不理想,常见故障有主轴耐磨盘、活塞耐磨盘、偏心部耐磨盘等摩擦件使用周期短,大小齿轮副齿轮断齿、偏心铜套和偏心部直衬套损坏,架体开裂、动锥体开裂。这些故障维修费用高,仅2015 年4 台单缸液压圆锥破碎机备件费用就高达1 048万元。
(1)公司设备管理基础薄弱,固定资产管理环节中未做好设备前期管理,设备资料没有妥善保管;技术人员和维修人员对设备的维修标准和结构特点没有清晰的认识,也没有组织专门的维护、维修方面的学习,维修人员在检修时没有标准和规范可遵循,仅凭一般的机械维修常识进行修理;没有检修的标准作业流程,检修质量无法保证。
(2)破碎机备件及时更换存在问题,对已达到更换要求的备件,单纯地考虑备件较贵,为节约成本,不能及时更换,导致设备经常出现故障。主要体现在以下方面:①防尘圈的磨损使其与防尘罩的间隙加大,无法起到有效防尘作用。因考虑到原厂单价要几万元,没有及时更换,导致粉尘进入破碎机内部。这其实就是破碎机润滑无法得到保证的最根本原因,导致后续一系列故障的发生。②没有通过测量及时发现主轴与上臂架衬套的间隙过大问题,造成破碎机运转不平稳,破碎机效率下降。③偏心部耐磨板磨损超量,大齿轮架下沉,造成齿轮啮合齿侧间隙和齿顶间隙过小,导致水平轴齿轮受力加大,水平轴轴承容易损坏。④破碎机传动齿轮调整方面,破碎机的大小齿轮均为螺旋锥齿轮,该类齿轮具有啮合平稳、传动效率高的特点,但如果齿轮啮合间隙调整不当,如间隙过小,会造成齿面啮合不顺畅,齿顶间隙过小,导致齿顶崩裂;如间隙过大,传动不平稳,当出现较大的负荷或突发过铁时,齿面产生很大冲击应力,导致小齿轮断齿。
(3)润滑不到位导致破碎机零部件非正常磨损,各部件在不符合配合精度要求下运行,其根源是润滑出现问题。造成润滑问题的主要原因:①润滑油受污染,观察稀油站的润滑油,颜色漆黑、油中含有细微的颗粒物、油箱底部沉积较厚的油泥。单缸液压圆锥破碎机的防尘系统由风机产生的风,经水平轴的气管接口进入破碎机,经水平轴小齿轮端的开口进入防尘罩,该方式会造成压缩气流与润滑油接触。在破碎机内部油位较高时会有部分油被压缩空气从防尘圈罩冒出,并黏附到防尘罩外壁,与粉尘形成油泥。在破碎机工作过程中,油泥会被防尘圈刮到破碎机内部,导致油品受污染。当防尘圈磨损量较多时,防尘罩内部正压风泄漏量加大,压力下降,必须加大风机风量才能保证防尘所需的正压,但由于气流与润滑油接触,会有更多的润滑油从防尘罩冒出,加剧润滑油的污染。②稀油站内的润滑油油压高,更换滤芯后,很快又出现滤芯堵塞,油压过高报警的情况,现场人员错误认为,回油温度高,耐磨件使用周期短是因为滤芯堵塞,油量不足造成。于是采用破坏滤芯,在滤芯内部钻孔的方式让润滑油未经过滤,直接进入破碎机。因此,破碎机的润滑油油质受到严重污染,使破碎机无法得到有效润滑,各摩擦副产生的热量也相应增加,虽稀油站内温度传感器检测的回油温度没有超过报警温度,但局部位置可能出现超温的现象。对于配合间隙小的铜套,可能会出现烧蚀、开裂,而对于各类摩擦盘易造成摩擦件磨损等情况。
(4)破碎过程中过铁。破碎机过铁导致破碎机的异常损坏较常见,为此在破碎机前增加除铁设备。因磁铁矿磁性强,除铁器除铁效果比非磁性矿差。加之公司的采矿方法因素,导致矿石中混杂的锚杆、铲车斗齿、钻杆等不易被拣出,破碎机过铁现象频繁。过铁时,破碎机负荷急剧增大,主要体现在压力和功率的迅速增大,对破碎机的部件产生很大冲击,这种情况尤其多发在衬板更换初期。破碎机的排矿口通常设置在20~40 mm,由于动、定锥衬板都是新的,破碎机运行时排矿口的变化幅度在圆周上比较均匀,排矿口往往设定在40 mm 左右,此时支撑动锥的活塞所处的位置离液压缸底部较近,把动锥降到底部时的排矿口仅有60 mm 左右,最大位置80~90 mm。当有斗齿或钻杆、棒槌等较大尺寸的铁件进入时,由于动锥没有足够的下调空间,很容易憋死,严重时会对液压缸底部造成冲击,导致底部受损。
(1)加强设备维护管理技能培训,完善点巡检制度。邀请设备厂家的技术人员到现场对维修、岗位及管理人员进行专门的技术培训,对设备维护和操作手册进行详细讲解,提高全员的基础知识。同时建立岗位、机修、管理人员组成的设备三级点巡检制度,要求岗位人员每班对稀油站的滤网进行检查,拍照上传生产管理微信群,班长和技术员每周分别进行一次周检,相当于每3 d 有一次较全面的检查,保证设备出现异常时能及时排查处理。
(2)对4 台液压圆锥破碎机进行拆机检查,按照检修标准的要求,对各部件、各关键部位的尺寸进行检测,对不符合要求的备件进行彻底更换,通过此项制度,使员工对设备的原理、点巡检、使用维护、检修等各方面都有更加清晰、准确的认识。
(3)对破碎机防尘系统采取有效措施。自2016年4 月开始,逐步对4 台破碎机的防尘系统进行改造,提高防尘效果,主要措施:①通过在防尘罩侧边靠近转弯处钻一个小孔,接一条气管与罗茨风机连接。为防止气管损坏,气管上部焊接保护罩。②用供气量较大的罗茨风机取代原配离心风机,气量和压力可通过球阀调节,保证防尘罩内部有足够的正压,同时不会将破碎机内部大量润滑油吹起,从破碎机防尘圈抛出;当防尘圈磨损超量,高过检修标准要求的尺寸时,可适当加大风压,确保破碎机内有足够的正压力,改造后的正压风线路见图1。③在罗茨风机出口装有压力表和流量计,可以对破碎机风量起到监测作用,并将压力信号与中控的监测系统连接,当风压出现异常时,中控系统可发出语音预警信号,提醒操作人员检查风管是否破损或堵塞。 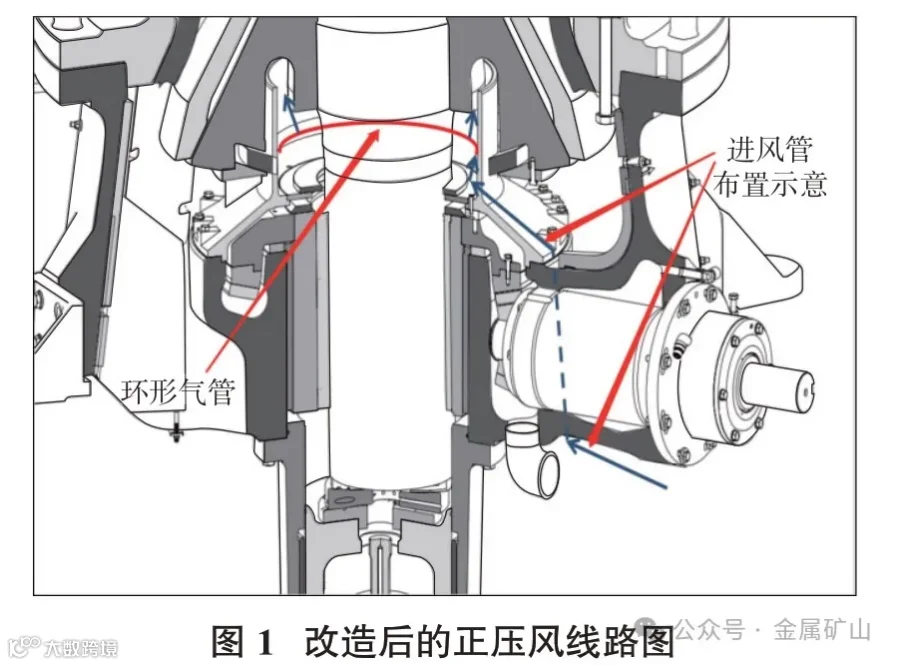
(4)安装除铁设备。在系统流程中安装多台除铁器,以减少铁件进入。目前破碎车间从原矿1#皮带开始,在中碎出料4#皮带、香蕉筛料仓给料5#皮带、细碎仓给料11#皮带、细碎出料返回香蕉筛的14#皮带等安装6台平行式除铁器,可有效将大部分的铁件清除掉。针对井下采矿时混入的铲车或装岩机的斗齿、直径达80 mm以上的钻杆头或轴类零件,利用自动化系统在CC600 中碎的运行数据监测系统中,根据过铁时实际排矿口会突然变大、压力和功率突跳的特性,在系统内增加过铁语音预警信号,提醒破碎岗位人员在破碎机的给料皮带位置前加以处置。在中碎位置通过设计的程序对过铁进行预警,让后续细碎设备操作人员注意处置,避免铁件进入细碎破碎机造成破碎机卡死,损坏机架和动锥体,以及内部铜套抱死损坏等。
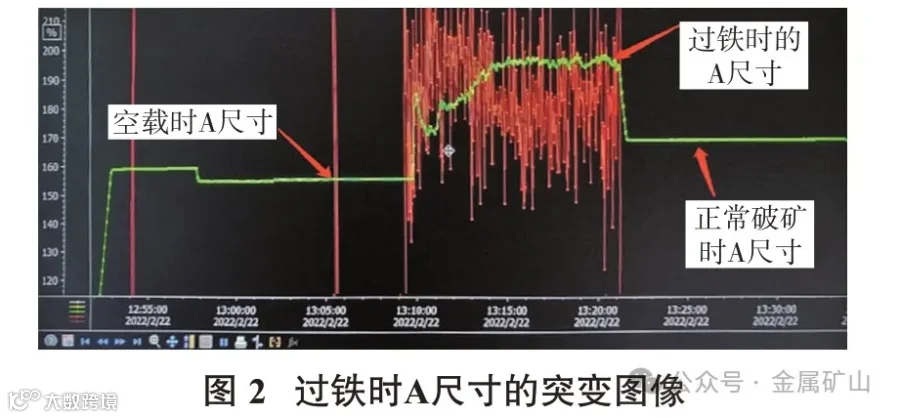
(5)完善破碎设备运行监测系统。破碎设备自带的运行监测系统没有过铁预警保护功能,也无法在原系统上进行修改。利用选矿自动化改造的机会,在自动化的数据监测系统中设计增加监测监控保护系统。对于经多道防护后仍然进入破碎机的铁件,进入破碎腔后,动锥被迫下降,破碎机的排矿口CSS 会突然变大,体现动锥位置的A 尺寸、液压系统压力和运行功率出现急速变大,持续时间与大块矿石破碎时发生突变的持续时间有很大不同,经一段时间的跟踪,通过在监控保护系统设置合理的跳停时间,对设备部件起到保护作用,避免动锥体、机架、铜衬套等部件开裂和齿轮断齿等,目前设置的最合理的跳停时间为5 s,过铁时A 尺寸的突变图像见图2。
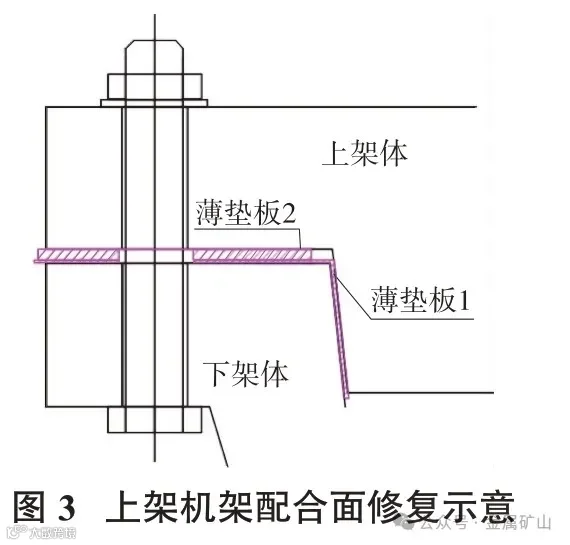
(6)破碎机上下机架配合面磨损的修复处理。圆锥破碎机由于使用时间长,在长期大功率运行的情况下,架体紧固螺栓出现切断或松动,上机架和下机架的配合锥度面会发生磨损。此时架体螺杆的紧固难度加大,甚至出现螺杆频繁损坏的情况,无法保证设备正常运行。架体更换需要很多的费用及较长的时间,为此,对破碎机上下机架配合面磨损的部位进行应急修复处理,可采用在上下架体的配合面间垫薄铜板或薄铁皮的办法进行临时处理。破碎机上下机架配合面磨损进行应急修复处理见图3,先用薄垫板1将架体紧固,然后测量上、下机架的间隙,再选择相应厚度的薄垫板2垫入,确保上下架体在水平和锥度配合面紧密接触。
公司针对备件采购费用高的问题,专门进行调研,对消耗量大的易损件,通过对易损件进行测绘,寻找同类机型的设备资料、寻找可替代的或通用的备件,技术人员对每次检修的关键部位的配合尺寸、部件的尺寸进行检测记录。对设备的运行情况和性价比进行分析,确定性价比高的备件替代原厂备件,大幅度降低备件采购成本,节约采购费用。
(1)圆锥破碎机备件消耗方面。2016 年以前,单台圆锥破碎机每年的运行材料费用最高达250万元,处理原矿量250~300 万t。2016 年后,通过对设备维护管理的改善,及对破碎系统流程的技术改造,设备运行成本逐年下降。2018 年后处理原矿量500~550万t/a,每台圆锥破碎机的运行材料费用在40 万元左右,降幅达85%左右,破碎机备件消耗下降显著。
(2)圆锥破碎机关键部件方面。2017 年以来现场圆锥破碎机没有出现断齿、架体开裂、动锥体损坏等关键部件损坏事故,也没有出现破碎机高温卡死现象,维修人员的劳动强度大大降低。
(3)圆锥破碎机产能方面。破碎系统的产能达到1 300 t/h,高峰处理矿石量达2.5 万t,为公司整体产能的提升提供了保障。
(1)大量的生产实践表明,福建某大型矿业公司圆锥破碎机使用效果和运行成本与日常维护管理关系密切,做好设备防尘系统的维护非常重要,是避免润滑系统受到污染,确保设备正常运行的根本保证。
(2)在检修中必须按照破碎机的检修标准要求执行,做好关键部件磨损量的测量和控制,及时更换不符合技术要求的备件,确保可靠的配合精度是破碎机可靠运行的关键。
请在看、点赞、分享三连击,让更多人看到!