分享是最大的支持,关注是最好的鼓励


摘要
铟是一种稀散金属,具有重要战略价值。当前金属铟主要通过湿法工艺从矿物副产品中提取和回收。基于浸出—萃取净化—电解的工艺流程,从含铟浓度极低(<0.05 g/L)且铜、锌、银等杂质浓度较高的回转窑挥发烟尘浸出液中富集铟。首先对浸出液萃取富集获得了铟、铜及锌的富集液,进一步通过置换还原获得了铟单质及铜锌氯化液,从而实现了浸出液中铟与铜锌的分离。之后,对锌铜氯化物溶液进行置换回收锌铜元素。在铟的萃取阶段,考察了萃取剂种类、pH 值、相比(O/A)、温度、萃取时间对铟萃取率的影响。确定最佳萃取条件为:有机相为浓度30%的P204、水相pH 值为0.5、相比为1/3、温度为20 ℃、混合时间5 min。在铟的反萃阶段,负载有机相经过三级洗涤、三级反萃,可使铟的反萃率接近100%。烟尘浸出液经萃取—洗涤—反萃流程后,铟回收率高达96.8%,所获含铟反萃液经锌单质还原可获得98%的海绵铟,置换率高达99%。置换后液经净化除杂、蒸发结晶制备ZnCl2 及电积铜,实现了锌、铜的梯级高效回收。研究结果有望为低浓度含铟液中铟的富集提取与伴生元素的梯次回收提供借鉴。
作者及单位
杨力衡1, 林涵雨1, 迟晓鹏1,2, 林泓富3, 翁威1,2, 谭文1,2, 衷水平1,2,3
引用格式

正文
铟是重要的战略资源,广泛应用于半导体、低熔合金、轴承合金等领域。目前,我国铟储量为13 014 t,位居世界首位。铟属于稀散金属,一方面,其在地壳中含量较少,全球预估的铟储量仅为5 万t,可采量约占50%;另一方面,当前独立存在的铟矿床极少, 含铟量仅为0. 0001%~0.1%,具有分布分散、含量低的特点。目前,金属铟主要从烟尘、冶炼渣、废水、合金废料等冶炼副产品中回收。如含铟锌精矿经过冶炼提取主金属锌后,伴生的铟元素主要富集于锌冶炼过程回转窑工序产生的挥发烟尘中。实现含铟挥发烟尘中铟元素的高效提取与伴生金属的梯次回收对于锌冶炼企业提升资源利用水平及增创效益具有重要意义。
浸出—萃取是目前含铟挥发烟尘提铟的主要工艺之一。浸出过程铟的浸出率可达92%以上:如汪秋雨等针对含有In2O3·xSnO2 的复杂铅锌冶炼烟尘提出氯化浸出回收铟的工艺,铟平均浸出率92.7%;黄迎红等对含铟锡烟尘进行硫酸氧压浸出提铟试验,铟的浸出率高达93.66%;邬建辉等分别研究了氧化酸浸和硫酸化焙烧—水浸两种浸出铟工艺对铟浸出效果的影响,得出氧化酸浸效果更佳,在氧化酸浸工艺的最优条件下,铟的浸出率为92%。萃取过程铟的回收率超过95%:如秦树辰等针对氯盐体系铟的萃取、反萃过程进行条件试验,得到最佳萃取工艺参数,该试验创新性地采用多级逆流萃取工艺,铟萃取率提升到96.8%;何静等使用萃取剂P204 从甲基磺酸溶液中萃取铟,在最优条件下,铟的萃取率达到98%以上。
虽然浸出—萃取工艺回收含铟烟尘中的铟元素得到了深入研究,挥发烟尘中铅、锌、铁等金属含量超过50%,但现有工艺主要聚焦于一般浓度(≥0. 05 g/L)含铟浸出液提取率的提升,对于从极低浓度含铟浸出液中富集回收铟的关注不多,同时,对于浸出液中伴生元素的同步回收利用关注较少。随着资源开采力度的加强及对铟需求的不断提高,开发从含铟浓度极低的原料中提取铟元素的技术尤为重要。如河南某锌铅冶炼厂的含铟烟尘浸出液铟含量不足0.03 g/L,远低于现有常规水平,铟的提取回收较困难。而文献报道的常规浸出液铟浓度均远超0. 05 g/L,如陈荣升等所用浸出液中铟浓度高达0. 09 g/L,郭小东所用浸出液中铟含量高达2.07 g/L。实现极低浓度含铟浸出液中铟的有效回收对于提升我国铟资源保障水平及资源利用深度具有显著价值。
本文以含铟浓度极低(<0.05 g/L)且铜锌银等杂质浓度较高的回转窑挥发烟尘浸出液为研究对象,研究了回转窑挥发烟尘浸出液中低浓度铟的高效富集及伴生元素的同步回收技术。首先通过采用低浓度盐酸浸出实现可溶性氯化物(锌、铟及铜等氯化物)与不溶性铅银氯化物的分离。进一步,通过对浸出液采取铟萃取富集及置换还原,实现浸出液中铟与铜锌的分离。最后,对锌铜氯化物溶液进行置换回收锌铜元素。基于传统的湿法提铟工艺流程,本研究对铟的高效萃取提出进一步优化,对置换后液同步回收铜锌等有价金属提供了可行方案,为实现铟的高效浸出和多种有价元素的梯级分离提供了依据。
锌冶炼中使用黄钾铁矾法除铁得到的铁矾渣(主要为K[Fe3(SO4)2(OH)6])经高温钙化氯化挥发形成挥发烟尘,其主要含有铜、铅、锌、铟及银的氯化物,在室温下水浸或低浓度盐酸浸出,不溶的氯化银以及难溶的氯化铅富集于铅银渣中,可溶性铜、锌及铟的氯化物进入溶液中。对溶液进行萃取分离置换、锌粉置换提取海绵铟,萃余液及置换后液回收铜和锌。氯化烟尘浸出工艺流程如图1 所示。
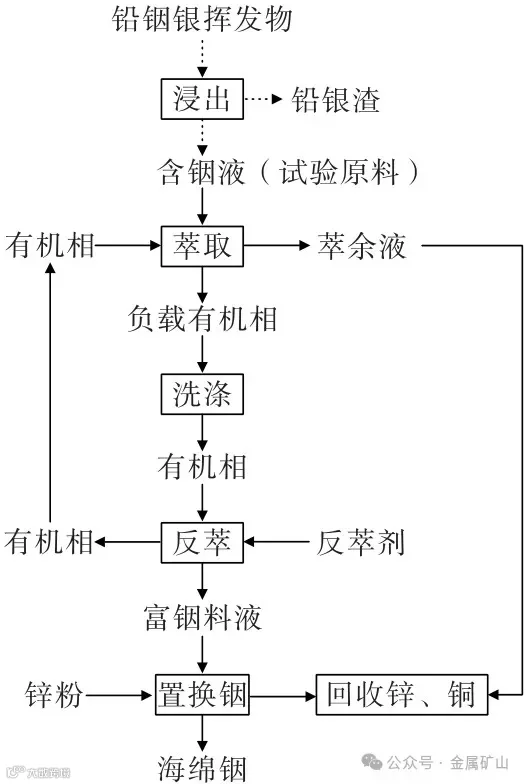
在室温下利用盐酸水溶液对挥发烟尘浸出3 h,锌、铜和铟以氯化物的形式全部进入溶液,铅和银几乎不溶出,都富集于渣中。浸出液中铟浓度最低,仅为0.046 g/L,经过浸出,铟的浸出率可达到99.7%。浸出液成分和浸出率如表1 所示。

为了便于试验研究,利用氯化浸出液及试剂按真实浸出液的比例进行配置,采用模拟液进行了铟萃取分离的工艺研究。模拟液pH 值为0.12,成分如表2所示。所用萃取剂有30%的酸性萃取剂P204(记为30%P204)、30%的中性萃取剂TBP(记为TBP1)和70%的中性萃取剂TBP(记为TBP2)以及30%的胺类萃取剂N235(记为30%N235)。
 1.3 置换反应试验
1.3 置换反应试验
首先采用工业级别烧碱(NaOH 体积百分比浓度98%)调整浸出液的pH 值至1. 0,随后加入25%的NH4OH 溶液调整浸出液pH 值至1.5,常温下反应,时间为2 h。随后,用锌片从含铟溶液中置换获得海绵铟,然后将海绵铟压团,熔炼铸成供电解精炼用的可溶阳极,最后电解产出精铟并铸成铟锭。
首先,在置换后得到的溶液中加入5%的KMnO4水溶液,搅拌30 min 后过滤,取样化验,当Fe2+浓度低于0. 04 g/L 时,可认为基本除去溶液中的Fe2+。随后按照SO42- 与Ba2+摩尔比1.3 添加BaCl2,将溶液加热升温至90 ℃,反应1 h 后压滤分离,取样化验分析,当SO42- 体积百分比浓度低于0.01%,Ba2+体积百分比浓度低于0. 1%时,可认为基本除去溶液中的SO42- ,利用次氯酸钠脱去有机物获得合格的氯化锌溶液进行蒸发结晶,制得合格的ZnCl2。
经萃取回收铟后,铜仍留在萃余液中,加入氧化锌粉调节pH 值至1.8。然后采用20%的Lix984 作为萃取剂,在相比(O/A)为1 ∶1,混合时间为4 min 的条件下进行萃取;采用190~260 g/L 的硫酸溶液作为反萃剂,在反萃相比为1 ∶1 条件下进行反萃。将铟的萃余液经过4 级萃取、2 级洗涤、2 级反萃后,铜的萃取率可达99%以上,反萃率接近100%,铜萃取的回收率大于99%,获得的含铜溶液进行电积即可获得电积铜。
萃取过程伴随着化学反应发生,即水相中的金属离子以不同的形式与萃取剂发生化学结合,生成易溶于有机相的萃合物而被萃取,铟的萃取剂主要有:酸性萃取剂P204、中性萃取剂TBP、胺类萃取剂N235等。分别设置4 组不同的萃取体系:30%P204、TBP1、TBP2、30%N235,从而考察不同萃取剂相同体积百分比浓度下、相同萃取剂不同体积百分比浓度下对铟萃取效果的影响。假设萃取在理想条件下发生,控制皂化率为0%,相比为1 ∶1,水相pH 值为0.12,温度为20 ℃,混合时间为5 min,试验结果如图2所示。
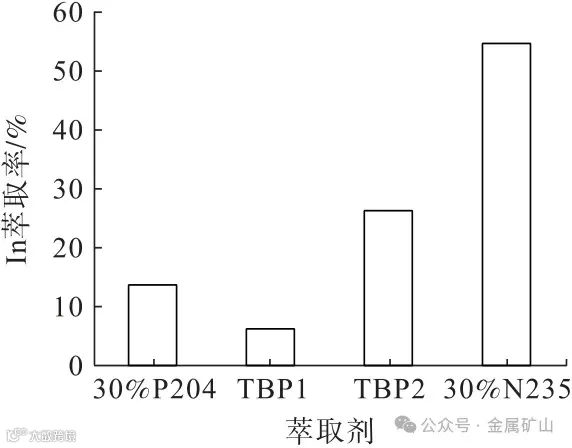 图2 不同萃取剂对铟萃取的影响
图2 不同萃取剂对铟萃取的影响
图2 表明,30%N235 萃取铟性能最好,但是其萃取过程中由于乳化现象的产生会出现第三相(如图3),不利于分相;其次为70%TBP 和30%P204,两者都具有较好的分相性能,30%TBP 的萃取性能最差,由于萃取剂浓度不宜太高,综合考虑选择P204 萃取剂。
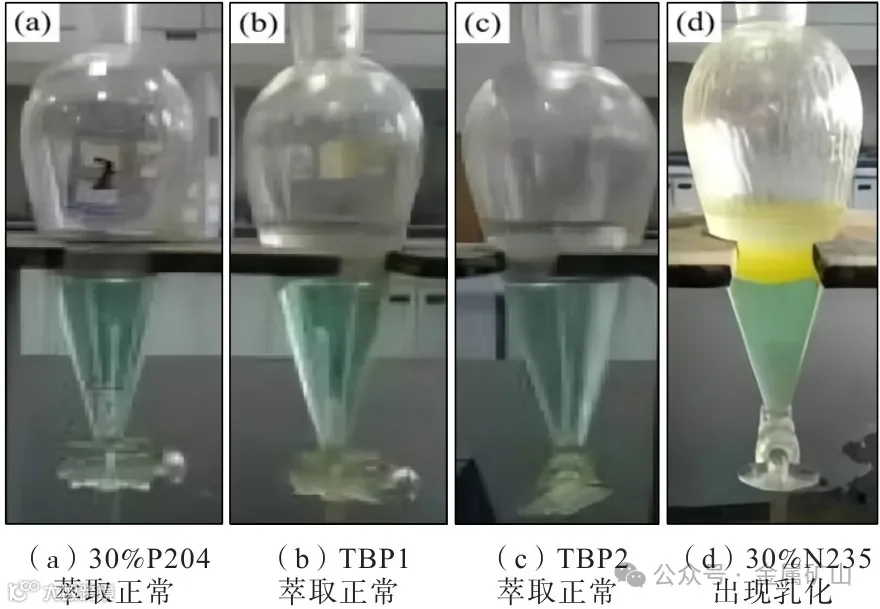 图3 萃余液照片
图3 萃余液照片
考虑到酸性萃取剂P204 在萃取过程中产生氢离子,萃取的金属越多,产生的氢离子浓度也越大,导致体系的pH 值降低,从而降低了金属的萃取率。若固定萃取剂浓度,欲增加金属的萃取率,则应提高pH值。一般情况下,当被萃取金属达到其水解pH 值时,萃取率最大。固定溶液pH 值为0.5 左右,采用不同浓度的有机相P204,皂化率为0%,相比为1 ∶1,温度为20 ℃、混合时间5 min 进行试验。结果如图4所示。
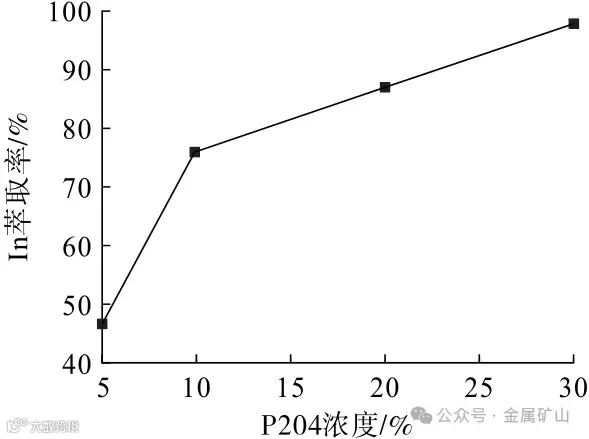 图4 P204 浓度对铟萃取的影响
图4 P204 浓度对铟萃取的影响
如图4 所示,铟萃取率随着萃取剂P204 浓度的增加而增大。当萃取剂浓度为5%时,In 萃取率仅为46.12%。萃取剂浓度提高至10%,In 的萃取率提升至76.06%。当萃取剂P204 浓度为30%时,萃取率为97.01%,继续提高萃取剂浓度至40%时,铟萃取率为97.62%。在P204 浓度达到30%后,继续提高其浓度对于铟萃取率提升并不大,因此,选择30%P204。萃取剂浓度的提高意味着单位体积的萃取液中供吸附In 离子的有效位点增加,强化了In 离子吸附萃取的动力学条件,因此In 萃取率随萃取剂浓度的增加而提高。但是萃取剂浓度的增高意味着萃取剂消耗量的增加,因此,选择萃取剂浓度为30%。
相比对金属的富集程度影响较大,随着相比降低,金属铟的萃取率逐渐降低。固定有机相为30%P204、皂化率为60%、水相pH 值为0.5、萃取温度20℃、萃取时间5 min,考察相比对铟萃取的影响,结果如图5 所示。
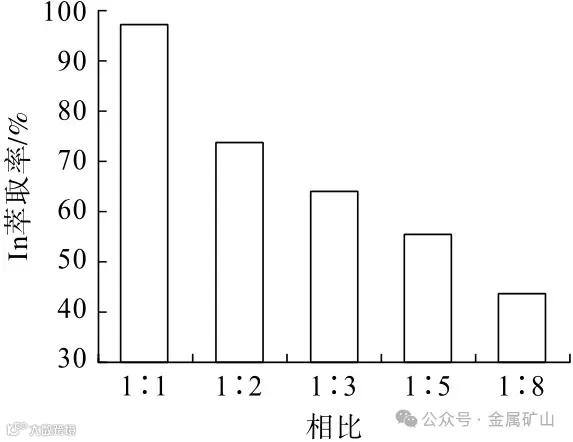 图5 相比对铟萃取的影响
图5 相比对铟萃取的影响
图5 表明,随着相比的降低,铟萃取率不断降低,相比为1 ∶1 时,萃取率最高,但是不利于铟含量的富集,为了提高铟溶液的富集率,适当降低相比。因此,选择相比为1 ∶3。
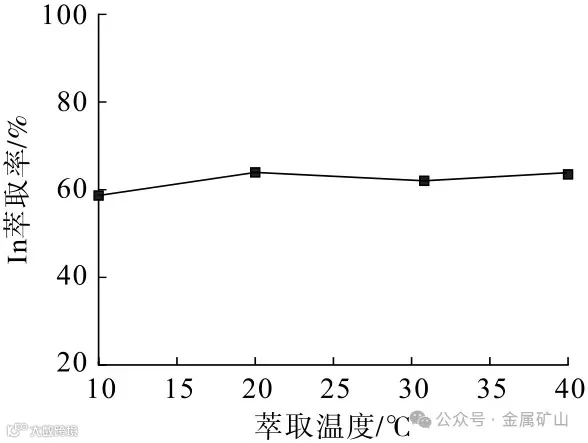
萃取温度的改变可使萃取平衡发生移动,改变萃取平衡常数。固定有机相为30%P204,皂化率为60%,水相pH 值为0.5,相比为1 ∶3,混合时间5 min,考察温度对铟萃取的影响,结果如图6 所示。温度的改变对铟萃取率的影响不显著,在室温下单级萃取率即可达到63%以上。
萃取时间是影响萃取效果的重要因素,一般萃取时间越长,水相与有机相混合越充分,金属萃取率越高。但时间过长,造成生产效率降低。固定有机相为30%P204、相比为1 ∶3、皂化率为60%、水相pH 值为0.5、萃取温度为20 ℃,考察萃取时间的影响。结果如图7 所示。
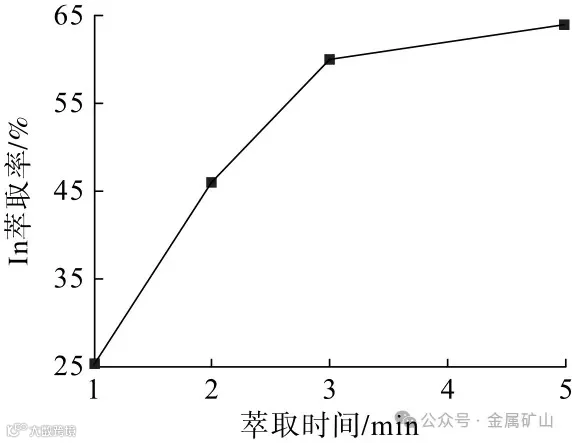
图7 表明,随着萃取时间的延长,铟萃取率逐渐提高。萃取时间为5 min 萃取率达到最大值,为63.78%。
综合考虑影响铟萃取的各种因素,确定萃取试验条件为:有机相为30%P204,水相pH 值为0.5,相比为1 ∶3,萃取温度20 ℃,萃取时间5 min。
采用单级萃取,铟不能有效地萃取富集,工业上通常采用串级逆流多级萃取改善铟的分离富集效果,萃取理论级数通常采用萃取等温线方法获得。通常采用真实料液和确定的有机相浓度绘制萃取等温线,并用McCable-Thiele 图求得理论级数。
萃取等温线的绘制方法为:按照一定的相比,将水相和有机相在此相比下接触直至达到平衡,然后进行两相分离。放出水相,并分析其中的铟浓度,以差减法计算负载有机相的铟浓度。再按原来的相比往分液漏斗中加入新鲜水相与留下的有机相接触,两相再次平衡后与前一次一样取样分析。如此重复多次,直到有机相金属负荷量达到饱和。试验条件沿用优化后的综合试验条件。所作萃取等温线如图8 所示。
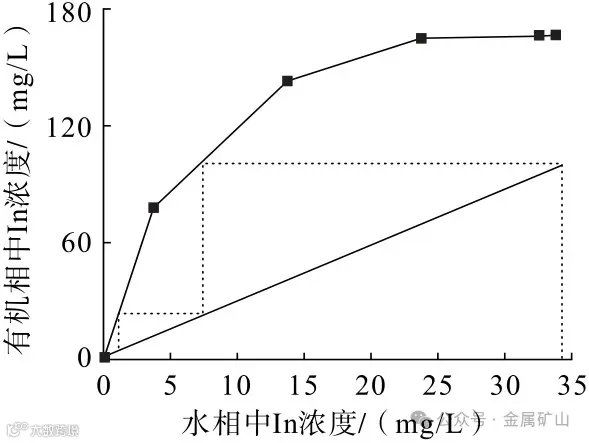 图8 萃取等温线
图8 萃取等温线
由图8 可知,相比为1 ∶3,采用30%P204 为萃取剂,进行二级萃取,可将料液中的铟浓度从33 mg/L降到1 mg/L 以下,萃取率为97%以上。为进一步提高萃取率,试验采用3 级逆流萃取。
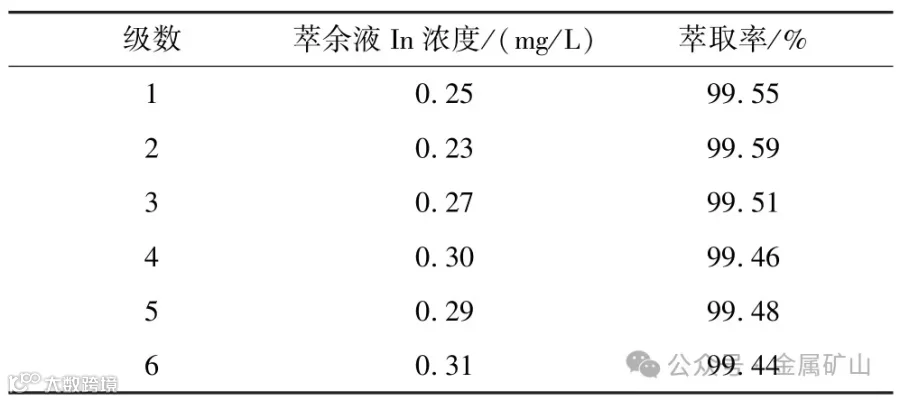
利用分液漏斗进行了3 级错流萃取试验,每次都加入新的有机相进行萃取,取萃余水相分析。试验条件采用优化后的综合试验条件,即有机相选为30%P204,水相pH 值为0.5,相比为1 ∶3,温度为室温,混合时间5 min。试验结果如表3 所示。

用分液漏斗模拟3 级逆流萃取试验。铟萃取模拟试验结果见表4。经过3 级逆流萃取,铟萃取率为99.5%,萃余液含铟小于0.3 mg/L,为获得较高的萃取率,建议铟萃取采用3 级逆流萃取。
对有机相进行洗涤能够将杂质离子排出,提高有机相中铟纯度,一般采用硫酸-草酸混合溶液洗涤。本研究利用0. 5 mol/L 硫酸+0. 1 mol/L 草酸进行洗涤。
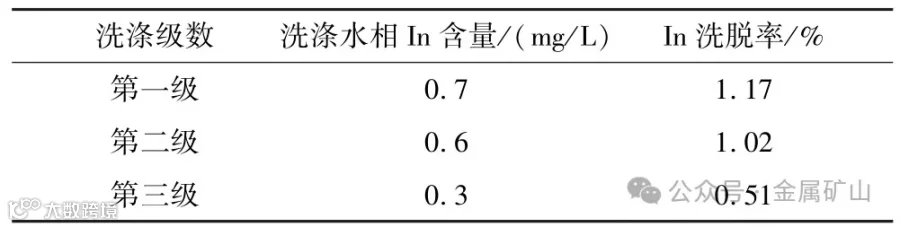
洗涤试验所用负载有机相的成分如下:有机相为30%P204,有机相含In 为59.73 mg/L,有机相含Zn为10.62 g/L。固定相比1 ∶1,温度为室温,洗涤时间为5 min,静置时间为3 min。洗涤结果如表5 所示。三级洗涤过程中洗脱率分别为1. 17%、1. 02%和0.51%,铟的洗涤回收率97.27%。
 2.2.2 铟的反萃富集
2.2.2 铟的反萃富集
对负载铟有机相进行反萃试验,反萃试验所用负载有机相为30%P204、含铟58.13 mg/L。经洗涤净化后的负载有机相在第三个接触器中与适当的水溶液充分混合,使被萃的铟离子进入水相,并送往后续的提取过程处理,所用的水溶液一般为硫酸或盐酸。分层后的有机相可直接返回萃取阶段,或经适当处理后返回萃取阶段再次使用。反萃过程中盐酸浓度对铟反萃效果有明显的影响,在盐酸浓度分别为1、2、3、6 mol/L,相比为10 ∶1,温度为20 ℃,混合时间5 min 条件下,考察盐酸浓度对铟反萃的影响,结果见图9。
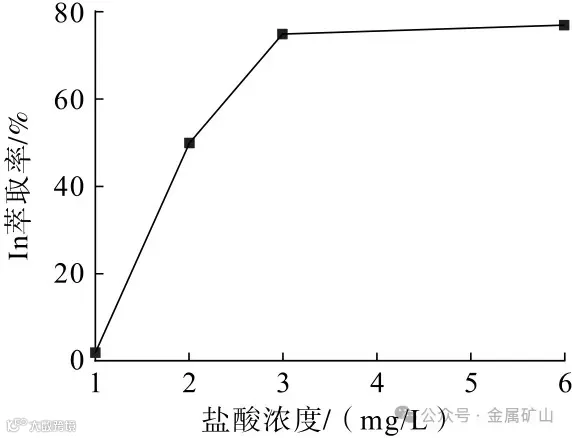 图9 盐酸浓度对铟反萃的影响
图9 盐酸浓度对铟反萃的影响
图9 表明,盐酸浓度对铟反萃影响很大,随着盐酸浓度的增大,反萃率不断提高,当盐酸浓度为3 mol/L 时,反萃率达到75.52%,继续增大盐酸浓度,反萃率提高不大。
在盐酸浓度3 mol/L、相比10 ∶1、萃取温度20℃、混合时间5 min 条件下,用分液漏斗模拟三级反萃试验,结果见表6。
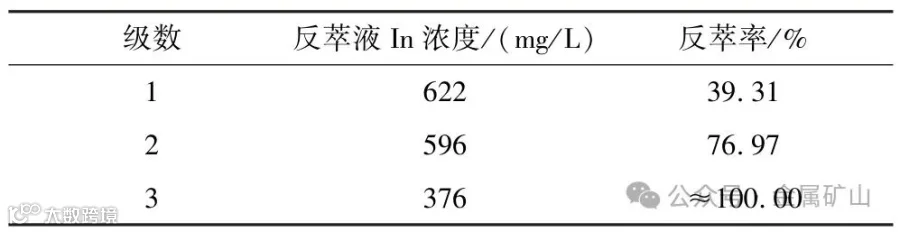
表6 表明,经过三级反萃,铟的反萃率接近100%。铟经萃取—洗涤—反萃流程处理后,铟总的回收率达到96.8%。
采用锌片或者铝片进行置换获得海绵铟,然后将海绵铟压团,熔炼铸成供电解精炼用的可溶阳极,最后电解产出精铟并铸成铟锭。采用NaOH 调pH 值至1.0,氨水调pH 值至1.5,常温下反应2 h,所获海绵铟纯度高达98%以上,铟置换率高达99%。
通过蒸发结晶法从置换后液中制取了工业Ⅰ型ZnCl2 产品,实现了锌的回收。用锌板置换InCl3 的富铟溶液产出海绵铟时,消耗了大量的锌板,而且置换后液主要为含有氯化锌的溶液,工业上一般采用置换后液回收氯化锌。根据置换后液的成分,采用高锰酸钾和氯化钡除去溶液中的铁及硫酸根离子,利用次氯酸钠脱去有机物获得合格的氯化锌溶液进行蒸发结晶,制得的ZnCl2 含量高达95%以上、酸不溶物低于0. 02%、碱式盐含量低于2%、硫酸盐含量小于0.01%、 铁含量低于 0. 000 5%、 铅含量低于0.000 5%、碱及碱土金属低于1%,达到工业标准Ⅰ型优等品。
萃取富集铟过程,铜留在萃余液中,萃余液中的铜经20%Lix984 萃取富集—反萃分离—电积后,以电积铜的方式得以回收。研究表明,P204 对铟具有较好的选择性萃取能力,对二价铁和铜基本不萃取。因此,铟经P204 萃取富集于有机相后,铜留在萃余液中。由于铟萃取后液pH 值为0.5,达不到铜萃取对萃原液的要求,采用氧化锌粉为中和剂,在搅拌的条件下缓慢加入,采用电位pH 计检测溶液pH 值的变化,当溶液pH 值达到1.5 时停止加料,继续搅拌60 min,溶液中未反应完全的氧化锌粉继续溶解,溶液pH 值缓慢上升至1.8。然后采用20%Lix984,在相比为1 ∶1 条件下,混合4 min;反萃剂为190~260 g/L 的硫酸溶液,反萃相比为1 ∶1 条件下经过4 级萃取、2 级洗涤、2 级反萃,铜的萃取率可达99%以上,反萃率可达100%,铜萃取的回收率大于99%,获得的含铜溶液在阴极电流密度150 A/m2、同极距100 mm、电解温度>20 ℃、直流电耗2 000 kWh/t-Cu、萃取Cu 回收率 99.5%、电积回收率99.9%的条件下进行电积即可获得电积铜。
(1)在含铟液的萃取阶段,综合考虑影响铟萃取的各种因素,可确定综合试验条件为:有机相为30%P204、水相pH 值为0.5、相比为1 ∶3、温度为20 ℃、混合时间5 min。
(2)在铟的反萃阶段,负载有机相经过三级洗涤,洗脱率分别为1.17%、1.02%和0.51%,铟的洗涤回收率可达97. 27%。反萃过程中,经过三级反萃,铟的反萃率接近100%。铟从浸出液中经萃取—洗涤—反萃流程后,铟的总回收率达到96.8%。
(3)置换后液可通过采用高锰酸钾和氯化钡除去溶液中的铁及硫酸根离子,利用次氯酸钠脱去有机物获得合格的氯化锌溶液进行蒸发结晶,制得合格的ZnCl2 回收锌。铟萃余液中的铜经过20%Lix984 有机相萃取剂反萃后,反萃液经电积方式回收铜。
请在看、点赞、分享三连击,让更多人看到!