分享是最大的支持,关注是最好的鼓励


摘要
为了研究高压辊磨破碎对国内某低品位铜矿石后续浮选指标的影响,采用单因素分析方法进行了高压辊磨破碎试验、浮选优化条件试验和浮选开路对比试验。结果表明,在磨矿细度-0.074 mm占65%,粗选氧化钙用量1 000 g/t、MAC-12用量20 g/t、丁基黄药用量10 g/t,扫选MAC-12 用量10 g/t、丁基黄药用量5 g/t 条件下,经1 粗1 扫浮选流程,常规破碎产品浮选可获得铜、硫品位分别为4.31%和22.46%,铜、硫回收率分别为74.382%和79.053%的粗精矿;辊压产品浮选粗精矿铜、硫品位分别为4.76%和23.06%,铜、硫回收率分别为88.137%和87.082%。铜、硫品位分别提高0.45和0.60 个百分点,铜、硫回收率分别提高13.755 和8.029 个百分点。由此可知,通过高压辊磨破碎作业,可提高该铜矿石浮选精矿的铜、硫品位和回收率。

作者及单位
余玮
江西铜业股份有限公司德兴铜矿
引用格式
正文
高压辊磨技术最早是由德国发展而来的一种高效破碎技术,具有破碎比大、破碎粒度下限小且能耗低的优势,近十几年在国内铁矿等金属矿山领域得到广泛应用。同时,高压辊磨的料层粉碎作用对矿石的选择性磨矿有着显著的影响,可改善后续浮选作业指标,提高矿石的综合经济价值。
为探索高压辊磨破碎对国内某铜矿石浮选指标的改善情况,在实验室开展了相关辊压以及浮选对比试验,综合分析浮选指标差异,为选厂技术改进提供数据参考和依据。
1 试样性质
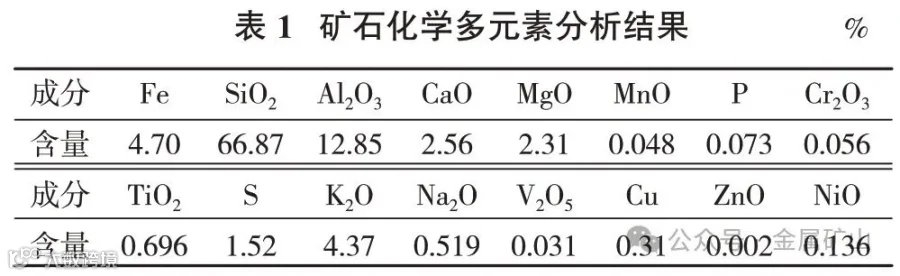
(1)国内某低品位铜矿铜含量0.31%、硫含量1.52%,脉石以硅铝氧化物为主,其中SiO2 含量66.87%,Al2O3含量12.85%,属于低品位铜矿石。
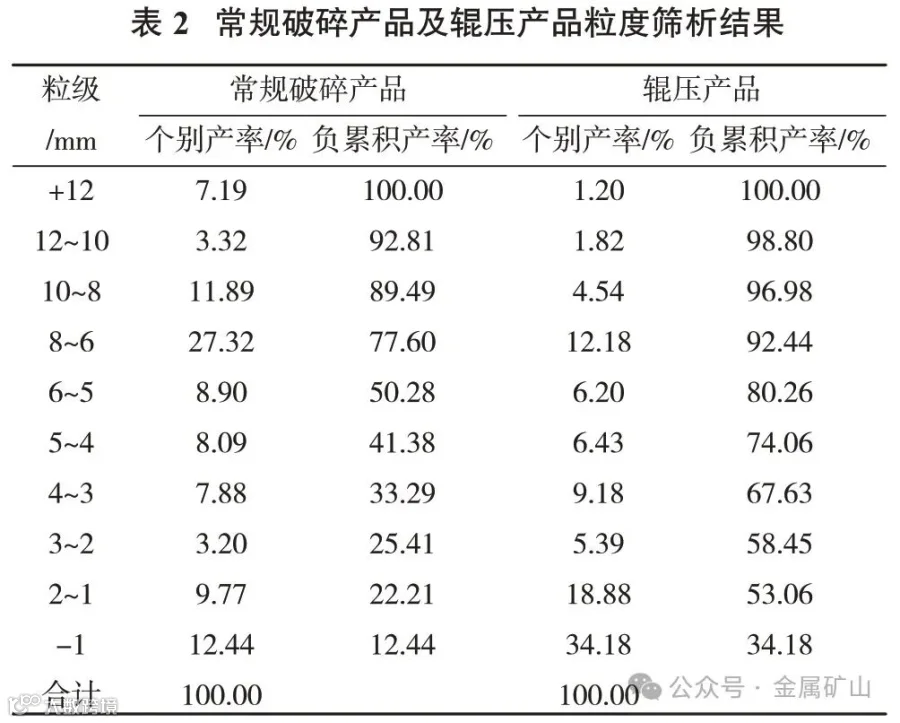
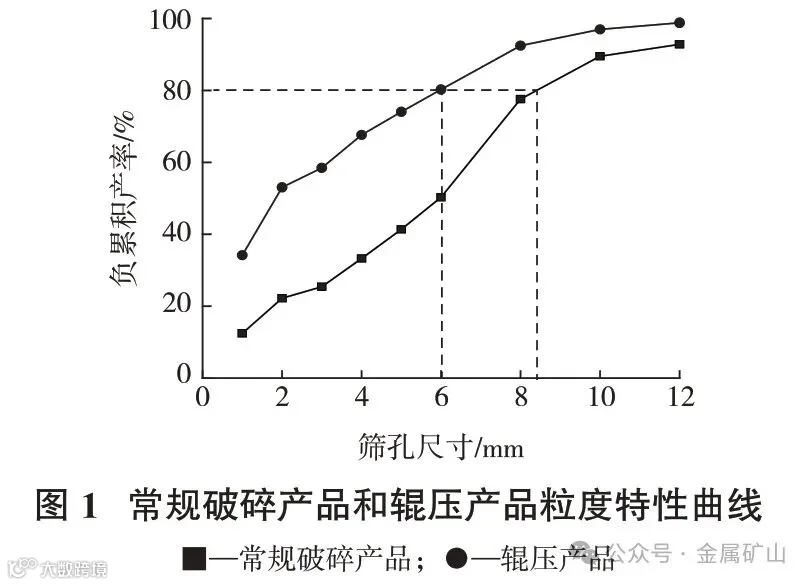
(2)辊压破碎试验表明,常规破碎产品经破碎后P80 从8.2 mm 降 低 至6.0 mm,-1 mm 粒 级 含 量 从12.44%增加到34.18%,提高21.74 个百分点,细粒级含量显著增加。
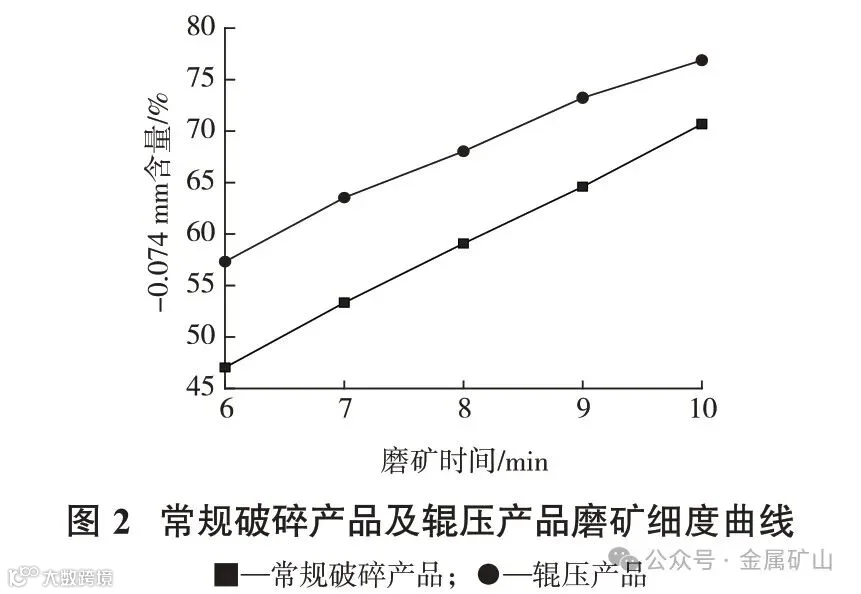
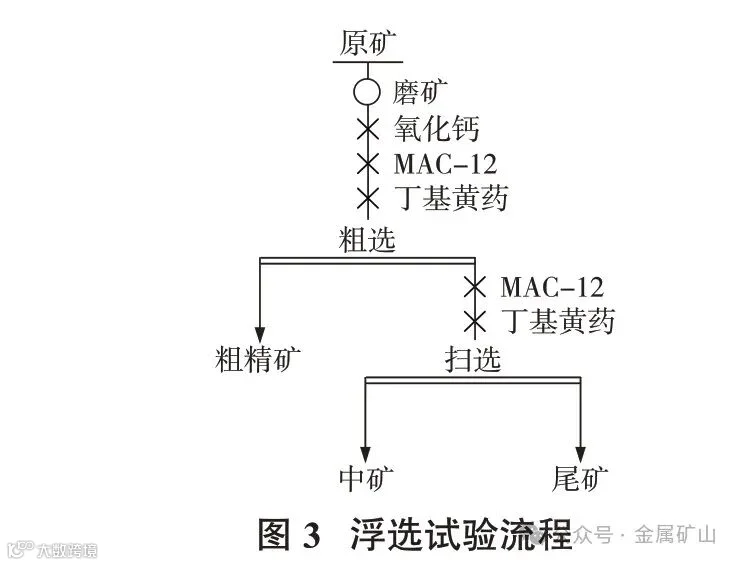
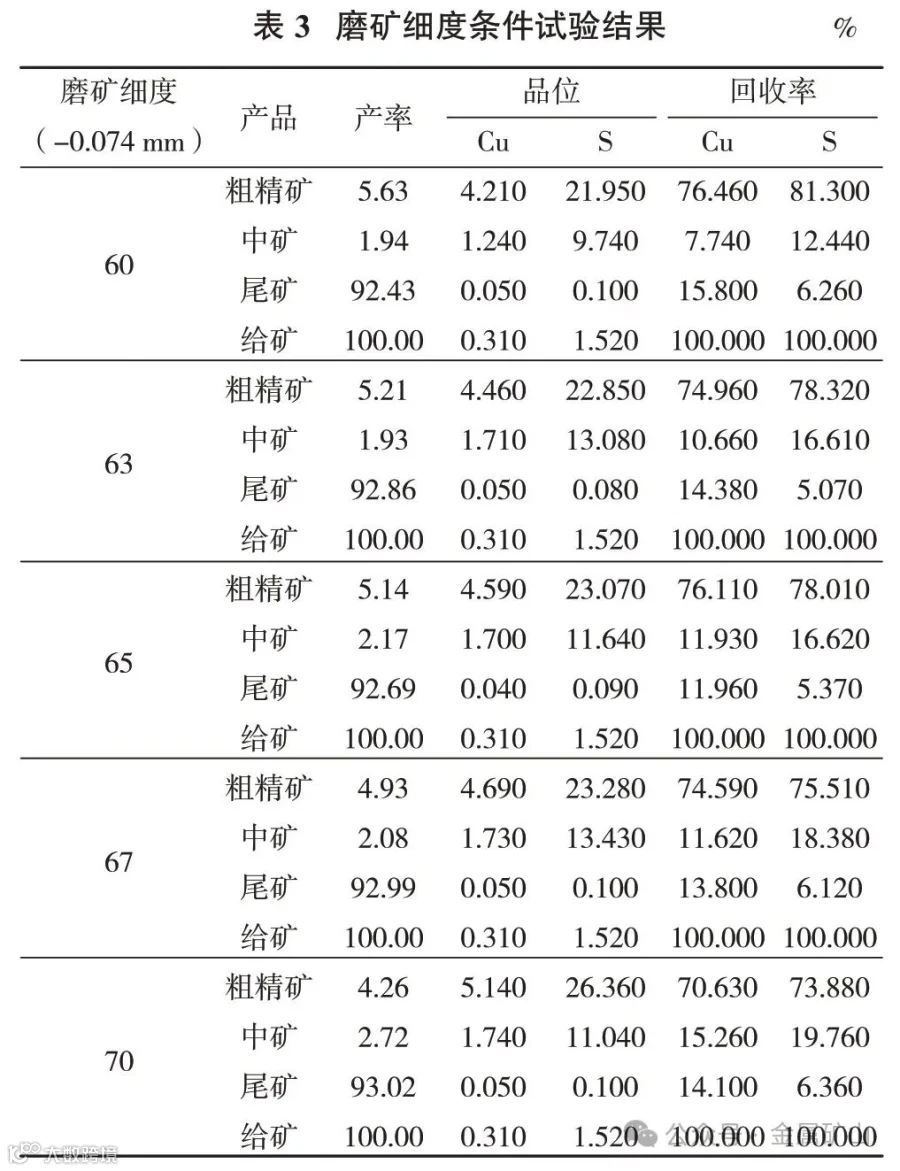
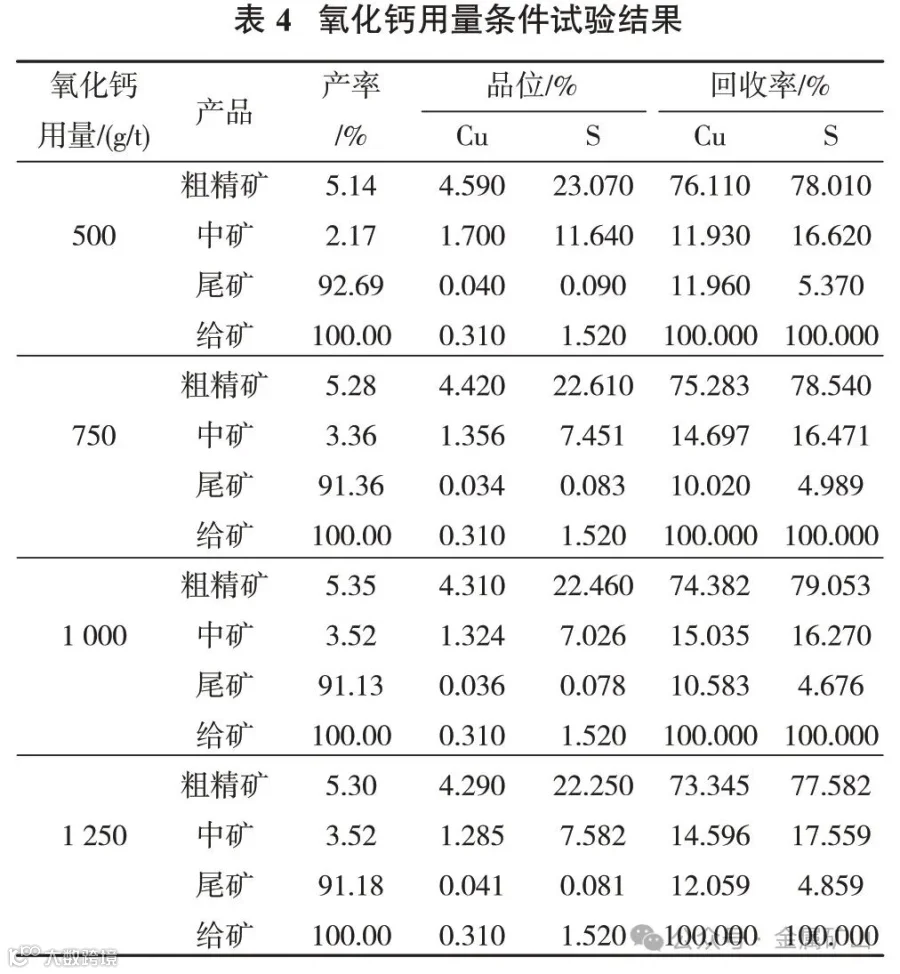
(3)浮选条件优化试验表明,提高磨矿细度有利于目的矿物的解离,在一定范围内可提高浮选品位和回收率。氧化钙用量会影响浮选粗精矿产率,有利于提高浮选回收率。MAC-12 捕收剂对铜硫矿物的捕收能力更强,提高MAC-12 用量占比有利于提高浮选回收率。综合对比,推荐浮选条件:磨矿细度-0.074 mm 占65%,氧化钙用量1 000 g/t,粗选MAC-12 用量20 g/t、丁基黄药用量10 g/t,扫选MAC-12用量10 g/t、丁基黄药用量5 g/t。
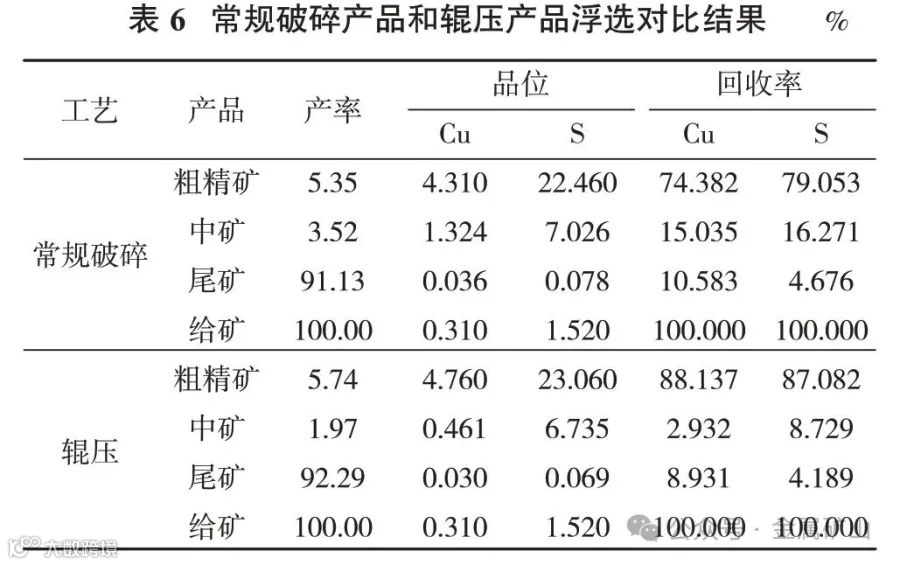
(4)浮选对比试验表明,在相同浮选条件下,常规破碎产品可获得产率5.35%,铜、硫品位分别为4.31%和22.46%,铜、硫回收率分别为74.382%和79.053%的粗精矿。辊压产品可获得产率5.74%,铜、硫品位分别为4.76% 和23.06%,回收率分别为88.137%和87.082%的粗精矿。粗精矿中铜、硫品位分别提高0.45 和0.60 个百分点,回收率分别提高13.755和8.029个百分点。