
全自动冲孔机,其与传统冲床相比,无论是在机械结构上,还是控制系统及功能上都有极大的突破。整体自动校正冲孔模具自带刻度尺定位杆,给冲孔带来了极大的方便,是冲孔行业先进的模具。 如何维护数控液压管材冲孔机,才能保证数控液压管材冲孔机的工作性能及数控液压管材冲孔机的使用寿命呢?在数控液压管材冲孔机维护方面,需要做哪些工作?
1、工作油液每一年更换一次,其中一次更换时间不应超过三个月;
2、滑块应经常注润滑油,立柱外表露面应经常保持清洁,冲孔机,每次工作前应先喷注机油;
3、油液进行严格过滤后才允许加入油箱;
4、每半年校正检查一次压力表;
5、在公称压力500T下集中载荷大允许偏心40mm,偏心过大易使立柱拉伤或出现其它不良现象;
6、机器较长期停用,应将各加—厂表面擦洗干净并涂以防锈油;
7、不锈钢管材冲孔机必须经过学习,掌握设备的结构、性能,熟悉操作规程并取得操作许可方可独立操作;
8、模具时要紧牢固,上、下模对正,保证位置正确,用手搬转机床试冲(空车),确保在模具处于良好情况下工作;
9、检查数控液压管材冲孔机各传动、连接、润滑等部位及防护保险装置是否正常,装模具螺钉必须牢固,不得移动;
10、正确使用不锈钢管材冲孔机上安全保护和控制装置,不得任意拆动;
11、不锈钢管材冲孔机取动时或运转冲制中,操作者站立要恰当,手和头部应与冲孔机保持一定的距离,并时刻注意冲头动作,冲孔机厂家定做,严禁与他人闲谈;
12、冲制长体零件时,角钢冲孔机,应设制安全托料架或采取其它安全措施,以免掘伤;
13、工作结束时及时停车,切断不锈钢管材冲孔机电源,擦拭机床,整理环境。

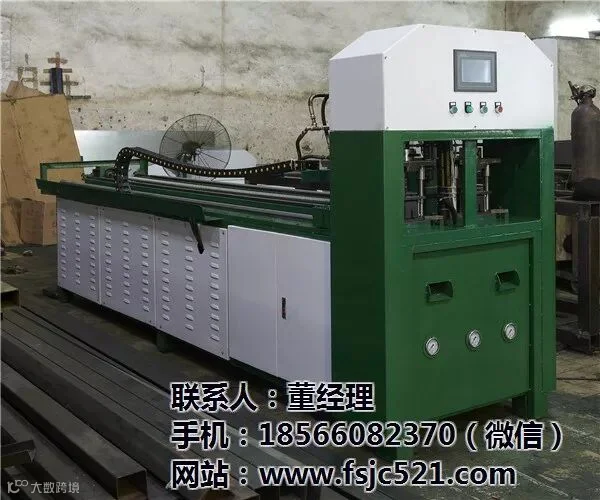





该部件由床身、主液压缸、滑块、后盖、导轨滑块、换模安全装置、辅助托料台、X轴定位装置、排料盒以及废物小车等组成。床身为开式结构,全自动冲孔机器,由钢板焊接制成。方管冲孔机 应留意清除孔时产生的费料,以免将下模孔塞满而损坏机具。冲孔前冲模须要先旋压紧再工作。
操纵过程中如发现异常故障,应即休止冲孔,排除故障,方管冲孔机厂家,以免损坏机器件。



金属管材冲孔机电动机和控制箱应有良好的接地装置。安装前,应检查并确认冲杆及各部件无变形;安装后,冲杆与动力头的中心线允许偏斜为全长的1%。安装冲杆时,应从动力头开始,方管冲孔机价格,逐节往下安装。不得将所需冲杆长度在地面上全部接好后一次起吊安装。动力头安装前,应先拆下滑轮组,将钢丝绳穿绕好。钢丝绳的选用,应按说明书规定的要求配备。安装后,方管冲孔机,电源的频率与控制箱内频率转换开关上的指针应相同,不同时,应采用频率转换开关予以转换。
全自动冲孔机器_冲孔机_炬成五金(查看)由佛山市禅城区炬成五金加工厂提供。佛山市禅城区炬成五金加工厂(www.zhichaojx.com)是一家专业从事“不锈钢冲孔机,液压冲孔机,自动冲孔机,缩管机,方管切断机”的公司。自成立以来,我们坚持以“诚信为本,稳健经营”的方针,勇于参与市场的良性竞争,使“不锈钢冲孔机,液压冲孔机,自动冲孔机,缩管机,方管切断机”品牌拥有良好口碑。我们坚持“服务至上,用户至上”的原则,使炬成五金在机械加工中赢得了众的客户的信任,树立了良好的企业形象。 特别说明:本信息的图片和资料仅供参考,欢迎联系我们索取准确的资料,谢谢!