
乙烯是石化价值链中最重要的中间体,其生产对隔热性能特别敏感。典型的 100 万吨/年裂解装置可拥有 180 000 m 2的绝热管道和设备。尽管加工量仅占产品量的十分之一,但其隔热范围与中型炼油厂相当。造成这种情况的部分原因是乙烯装置中的温度非常高,范围为 -200 至 850°C(-328 至 1560°F),是典型炼油厂温度范围的两倍多(图 1)。
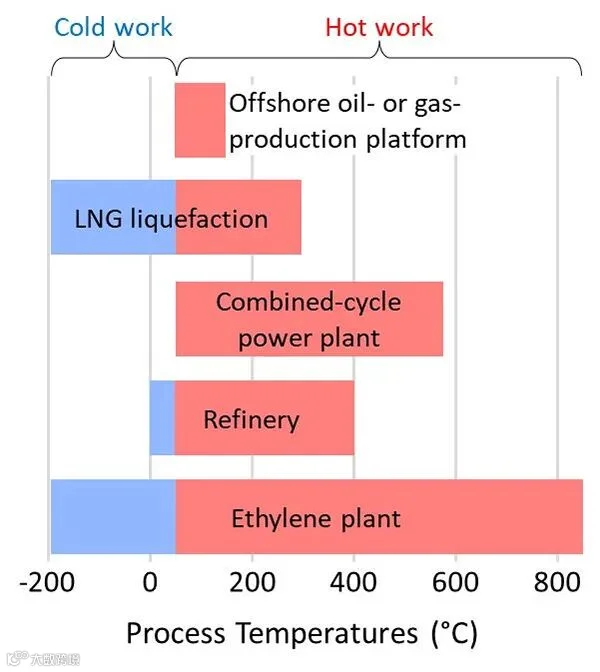
图 1. 不同工业设施的工作温度。
另一个原因是乙烯难以储存和运输,因此裂解装置往往与下游化学品生产商(例如聚乙烯、PVC、苯乙烯)位于同一地点,因此需要长距离的绝缘管道。难怪生产乙烯所需的近 3% 的能量是通过隔热表面损失的。1对于全新系统来说,这是理想的性能,但现有工厂(全球有近 300 座)可能会损失两倍以上以及相应的二氧化碳 (CO 2 ) 排放量。
乙烷裂解装置中大约 25% 的隔热表面积用于冷或低温工作(见图 2),其余部分用于热加工(即高于环境工作温度)。本文将探讨两种类型绝缘材料退化的根本原因、需要寻找的诊断指标以及提高乙烯应用热性能的方法。
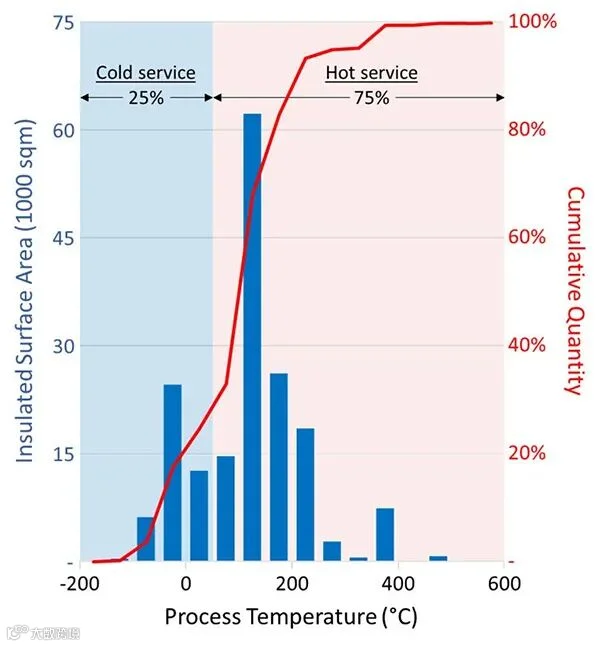
图 2. 典型年产 100 万吨乙烯工厂的隔热。
隔热
绝缘体谈到了绝缘损坏的三骑士——热、水和机械滥用——但更准确的普查可能是一名骑士及其两名侍从。虽然热和机械滥用可以通过下垂、挤压和厚度减小使绝缘电阻减半,但这种影响是高度局部化的,并且在系统级几乎感觉不到。他们更严重的罪行是通过打开护套中的接缝将水引入绝缘空间(见图 3)。从这些缺口处,水通过液相和气相传输扩散,直到远离损坏区域的区域也变湿。虽然水不“希望”保留在热绝缘系统内 - 它总是处于蒸发或排出的过程中 - 当地环境通常通过降水、洪水测试或冷却塔漂移来提供频繁的补充。通过这种方式,旧的热绝缘材料逐渐进入准平衡状态,其中水分流入和流出随着时间的推移达到平衡,从而在整个系统中产生平均湿润度。
绝缘体严重潮湿会使表观热导率增加 20 倍或更多,从而导致热损失增加。虽然湿度会随着距护套缺口的距离而减弱,但水的影响可以达到数十甚至数百米。Aspen Aerogels 已在全球范围内进行了数十公里规模的蒸汽系统审核,利用工厂过程数据(入口和出口温度、压力和流量)来诊断保温性能不佳的情况。就整个绝热系统而言,吸水绝热材料(例如矿棉、硅酸钙和玻璃纤维)在使用 5 至 10 年后,预计热损失会增加一倍。

图 3. 隔热性能下降。
如果将这一损失系数应用于年产 100 万吨的乙烯工厂,每年将因计划外燃料使用而损失 380 万美元。2对于一家在全部热绝缘材料库存上花费可能不到 1000 万美元的工厂来说,因性能不佳而造成的每年 380 万美元的损失是难以下咽的苦果。这种情况就像每两年半再次购买该材料,而且这种性能不佳还会产生每年额外 40 吨的 CO 2排放量。
从这些审计中了解到的另一件事是,即使是灾难性故障的绝缘系统也不容易诊断。从所有外观来看,绝缘层大部分完好,可能有一些损坏或缺失的部分。红外扫描也不能告诉我们太多信息,因为它们被大多数金属护套系统击败,即使没有,数据也很稀疏,需要太多的后处理才能广泛使用。端到端温降的过程监控仅适用于这些工厂 100 多公里管道的一小部分,即使如此,也很少进行。绝缘对蒸汽和电力设施的增量需求很容易被工厂生命的正常潮起潮落所掩盖。热绝缘的系统性故障存在于本底噪声之下;它的影响是可以感受到的,但很少被识别出来......
本文由美国 Aspen Aerogels 公司的 John Williams 撰写。