

前面小润已经在公众号中详细介绍了碳化硅衬底的抛光工艺,推出了我们的碳化硅衬底氧化硅抛光液、耐腐蚀用抛光垫。一片完美的碳化硅衬底片必然要经过长晶、切割、研磨、抛光、清洗等工序,其中碳化硅衬底的研磨工艺是去除切割过程中造成碳化硅晶片的表面刀纹以及表面损伤层,修复切割产生的变形,须实现的工艺控制点主要包括:
-
加工效率:研磨工艺应提高加工效率,以降低生产成本。 -
表面粗糙度:研磨后碳化硅衬底的表面粗糙度应达到一定的要求,Ra通常在0.02~0.01μm之间,以确保后续加工和使用的需要。 -
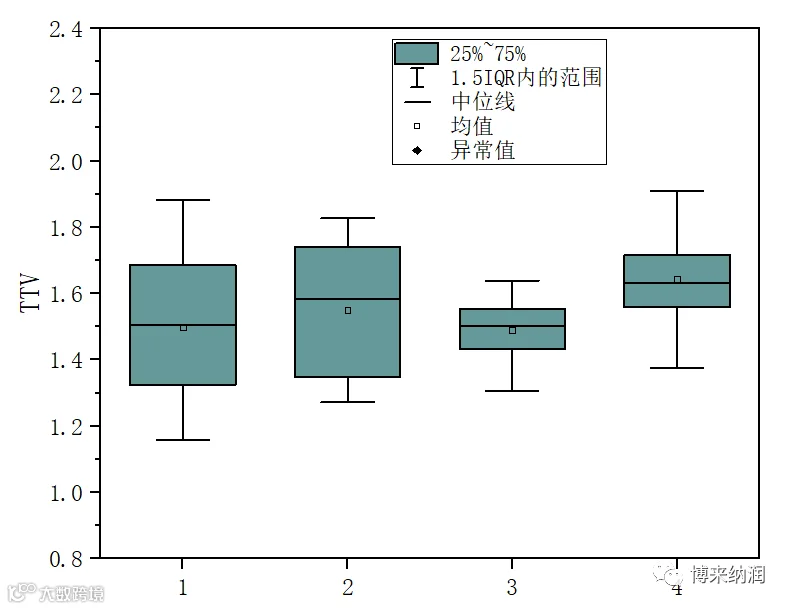
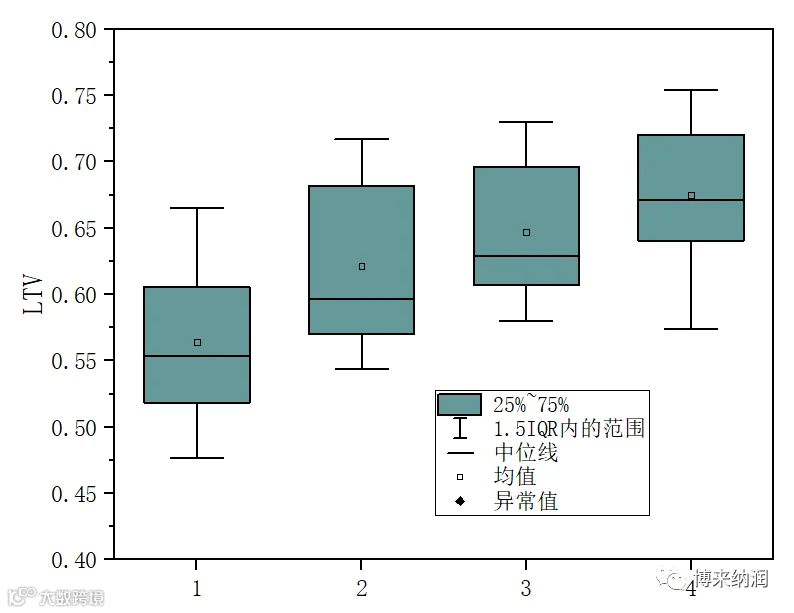
面形参数:将TTV和LTV控制在一定范围之内。
研磨根据工艺的不同可分为粗磨和精磨。粗磨主要是去除切割造成痕迹以及切割引起的变质层,故使用粒径较大的硬质磨料研磨液,提高加工效率。精磨主要是去除粗磨留下的表面损伤层,改善表面平整度,并控制表面面形和晶片的厚度,利于后续的抛光,因此使用粒径较小的硬质磨料配合即有一定硬度又要具备相应压缩弹性率的研磨垫实现工艺目标。目前,市场上该工序中一般使用采用MH-S15*抛光垫搭配多晶或类多晶金刚石研磨液通过双面研磨的方式来实现。
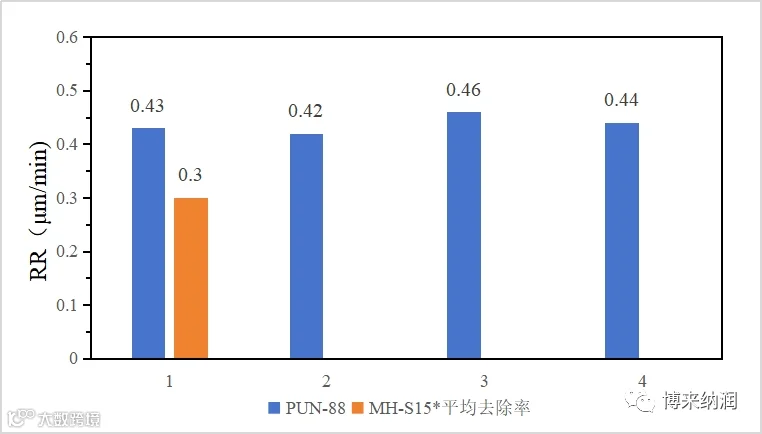
在通过与使用该工艺的多家碳化硅衬底客户的工艺需求风险、痛点问题归稽、现行工艺材料平行分析等充分的前置性工作之后,博来纳润研发团队经过配方设计、工艺条件优化、产品性能测试、重复验证和客户实测等过程,历时数月,成功研制出一款碳化硅精磨垫——PUN-88,它具有使用寿命长、去除速率高、划伤率低等特点。
如下表所示为两款产品的物性参数表,经过对比发现,我公司开发PUN-88物性参与与MH-S15*产品物性参数相当。

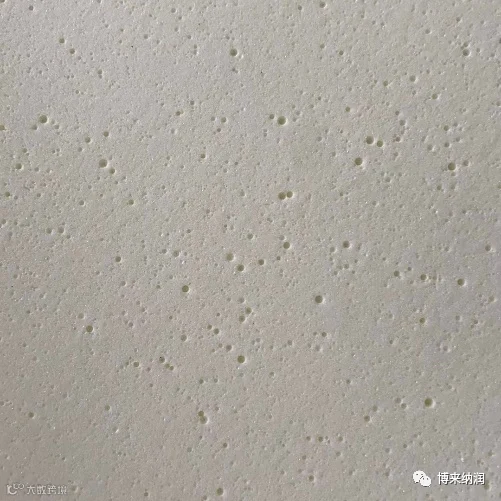
两款产品最大的区别在于开孔结构的不同,MH-S15*的表面无规分布着大小不一的泡孔,而PUN-88的表面大泡孔较少,内里分布着均匀细密的微孔,微孔与大小不一的泡孔相比较,能够更均匀地蕴涵和输送研磨液,同时对研磨所产生的去除物运载作用中,避免了大颗粒堆陷造成表面缺陷性划伤,更有利于提高研磨的均匀性和研磨品质及效率。
MH-S15*

PUN-88
18516247799/18616615995 。

浙江博来纳润电子材料有限公司
为泛半导体行业的平坦化工艺提供材料整体解决方案