

摘要:目前生产中刚性连接的两个电机做同步控制通常采用专用的运动控制模块或者专用的控制宏软件,加上专用的驱动系统组成。但是如果以丹佛斯FC302系列变频器磁通矢量控制的高级功能,则很方便地实现了以上刚性连接设备的控制,本文谨以纸箱横切机控制为例,介绍了丹佛斯FC302系列变频器磁通矢量高级控制一拖二的应用办法和经验。
下图为纸箱横切机滚刀的基本机械结构图:
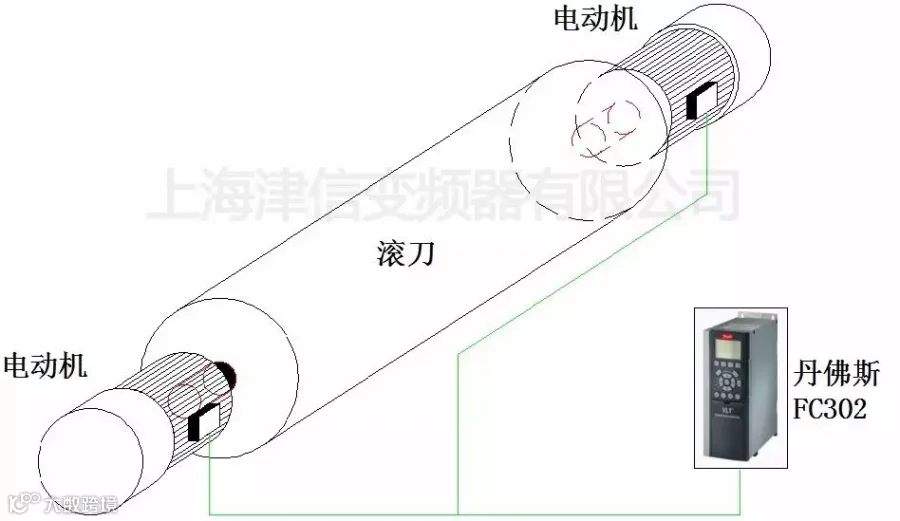
注意:该机的滚刀由左右两个电动机同时驱动
纸箱横切机整个系统属于同步飞剪的典型应用,我们可以通过丹佛斯同步控制器来实现同步飞剪,但是在此系统中,滚刀的控制尤其重要,将直接影响到飞剪的精度。
这样如何使两台刚性连接的电机输出转速和输出转矩保持一致,是此系统电气驱动需要解决的难题之一。
如果使用同步伺服电机,我们可以将其中一台伺服电机作为主机,工作于速度(位置)模式;另外一台同步伺服电机作为辅机,工作于转矩模式,转矩给定来源于主机的输出转矩值,但是整个过程控制起来比较困难。
但是如果使用异步电机,用一台驱动器同时驱动两台电机,运行于闭环模式下,利用异步电机的固有特性,可以方便地实现转速同步,并且输出转矩一致。
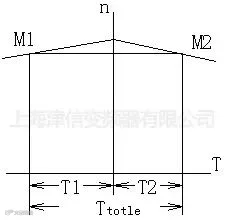
上图为运行过程中两台电机的输出转矩,可以看出输出转矩的不平衡是由于电机的转矩转差特性造成的,这个问题可以通过选择相同厂家相同电机的办法来解决。
丹佛斯FC302变频器通过磁通矢量控制同时驱动两台异步伺服电机,保证在飞剪同步的过程中滚刀两电机输出转速和转矩一致,在选型时只要将电机的功率和电机的电流相加,调试时也是将电机的参数同样将功率和电流相加即可。
这样就可以只通过丹佛斯FC302变频器来实现刚性连接的两个电机同步,而且FC302变频器配有同步卡选件,可以轻松地来实现客户同步飞剪的要求,省去了PLC和控制器编程的工作。
系统实际运行效果非常理想、非常稳定,运行过程中基本保持两个电机输出转矩和转速一致,同时也保证了控制精度,完全满足的生产控制要求。
丹佛斯通用变频器FC302完全替代了PLC和运动控制模块,当然也可通过通讯方式达到远程通讯控制,FC302变频器基本支持各种通讯方式。
使用PLC和运动控制模块,编程会是一项很麻烦的工作,但是利用丹佛斯FC302特有的磁通矢量控制高级功能和同步控制选件,将大大方便客户和编程开发人员,不但可以节省系统成本,还提高了整机的开发调试速度,值得推广。
[1] FC300编程指南
[2] 运动控制器MCO305设计指南

上海津信变频器有限公司
↓↓↓↓↓↓↓↓↓↓
