


点击上方蓝字关注我们




双头螺栓的简介双头螺栓节省时间和成本所有双头螺栓的结构不用钻孔,冲孔,车螺纹,铆接,拧螺纹和精整等步骤,不断扩展结构设计的应用潜力,大电流和较小的熔深。
因此,可以焊接到很薄的板材上。螺柱焊的工件必须是从一侧焊接。能在全位置焊接,借助于扩展器可以受限制的垂直隔板上。由于是短时间焊接且焊后很少变形,故不需要修整。
因为焊接的结构不需要钻孔,故不会造成泄漏。接头可以达到很高的强度,即螺柱焊的接头强度大于螺柱本身强度。
如何安装双头螺栓良好的经济性 对于其他焊接方法的优点,在于焊接功率上。对于批量生产的工件,标准的螺柱是低成本的。设备和焊枪具有多种类型,设备的购置费用相对较低。
根据产品,可以制成多工位自动焊机,或高精度龙门式数控自动焊机。螺柱焊具有较高的质量再现率和较小的废品率。
但是,螺柱焊在应用中要注意其他熔化焊一样,对钢中的含碳量有一定限制对于结构钢螺柱,按推荐的螺柱材料和母材组合可焊性施焊,否则螺柱和母材相互之间会有不熔性。
推荐范围以外的螺柱材料和母材组合要通过试验确定可焊性和地脚螺栓产品设计要求进行相关检验评定可能性。
双头螺栓一般都需要经过表面处理,螺栓表面处理的种类很多,一般常用的有电镀、发黑、氧化、磷化、非电解锌片涂层处理等。但是,电镀紧固件在紧固件的实际使用中占有很大的比例。尤其在汽车、拖拉机、家电、仪器仪表、航天航空、通讯等行业和领域中使用更为广泛。
然而,对于螺纹紧固件来说,使用中不仅要求具有一定的防腐能力,而且,还必须保证螺纹的互换性,在这里也可称之为旋合性。为了同时满足螺纹紧固件在使用中要求的"防腐"和"互换"双重使用性能,制定专门的电镀层标准是非常必要的。
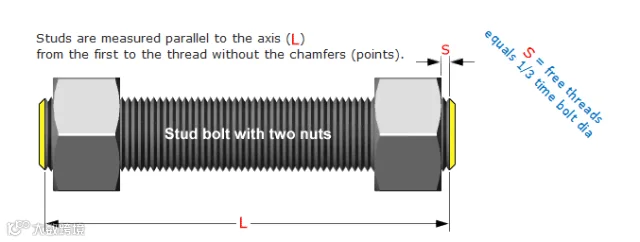
一般知道的螺栓指的是直径比较大一些的螺丝,按照这一说法螺丝相对螺栓来说,直径就小很多了。双头螺栓没有头部,也有的称之为双头螺柱。双头螺栓两端都是有螺纹的,中间不含螺纹,中间为光杆子。
双头螺栓用在大型设备上面比如减速机架。在实际运用的时候,外载荷会有震动加上气温的影响就会出现摩擦力变小,久而久之螺纹连接就会松弛而失效。所以在平时的时候需要做好双头螺栓的保养工作。
双头螺栓或者是地脚螺栓在长时间机械摩擦力的作用下会出现问题,在出现问题的时候都要将发动机油底壳拆卸下来,认真检查发动机轴瓦的使用情况,检查轴瓦之间的间隙是否过大,如果间隙过大就要及时更换。
在更换双头螺栓的时候也要更换连杆螺栓。一些大型设备比如制钉机在平时运行的时候如果发现发动机运行地不是很稳定的时候或者出现异响,也要及时停车检查,以免出现更大的问题。
在每一次维修的时候,都要对新更换的双头螺栓和新更换的其他配件进行检查,检查的时候重点放在双头螺栓的头部和导向部分,还得严格检查螺纹每个部分有无裂纹或者是凹痕,还要查看双头螺栓的牙齿形状,是否有改变。
螺距有没有异常,如果出现异常情况就坚决不能再使用了。在安装连杆盖的时候应该使用扭力扳手这个工具。必须要按照规定标准扭紧,扭力不可过大也不可过小,还要注意选择配套厂家的双头螺栓和双头螺柱。
来源:煤化工知库
编辑:王树堃
审核:秦玉东