冲压模具是在冲压加工中,将材料加工成零件(或半成品)的一种特殊工艺装备。
根据工艺性质分类:冲裁模、弯曲模、拉深模、成形模等。
根据工序组合程度分类:单工序模、复合模、级进模。
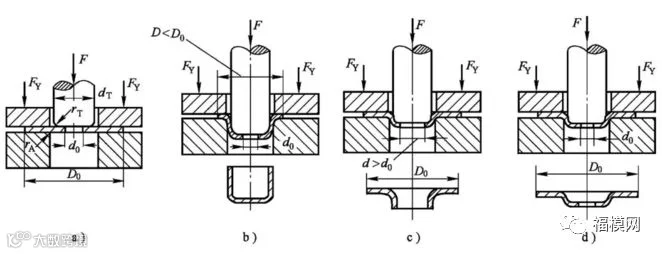
a)成形模 b)拉深模 c)翻边模 d)胀形模
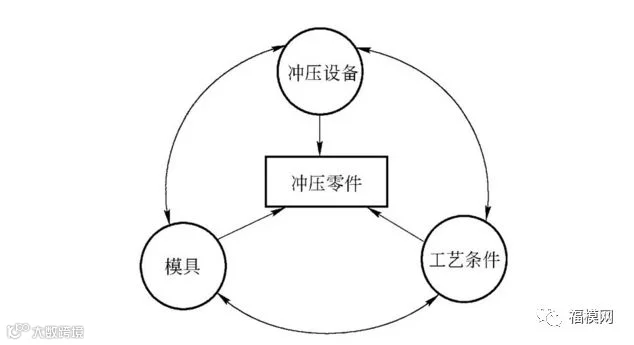
冲压生产的三要素:合理的冲压工艺、先进的模具、高效的冲压设备。
冲压常见缺陷及产生原因
1
落料、冲孔、修边
缺陷:毛刺过大、变形、表面划伤、尺寸不符、少孔等。
(1)毛刺过大→凸凹模间隙过大或过小;刃口磨损;导向精度差;凸凹模位置不同心等。
(2)变形→孔距太小;压料板与凹模型面配合不好;间隙过大等。
(3)表面划伤→操作时有拖、拉等现象;板料在剪切过程中划伤等。
(4)尺寸不符→上料不到位;定位装置损坏或松动,位置窜动等。
(5)少孔→冲头折断;冲头长度不够等。
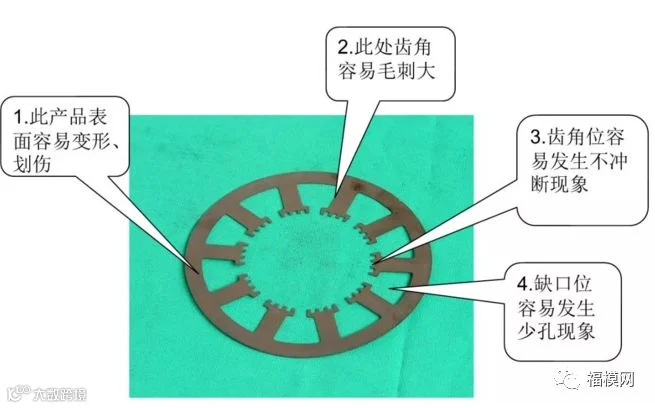
落料、冲孔、修边产品容易产生缺陷位置
2
拉延

拉延产品容易产生缺陷位置
3
翻边
缺陷:翻边不垂直、翻边高度不一致、翻边拉毛、翻边裂等。
(1)翻边不垂直→凸凹模间隙过大。
(2)翻边高度不一致→凸凹模间隙不均匀;定位不准;落料件尺寸不准。
(3)翻边拉毛→刃口有伤痕;零件表面有杂质;刃口硬度太低。
(4)翻边裂→修边时毛刺大;凸凹模间隙太小;翻边处形状有突变。
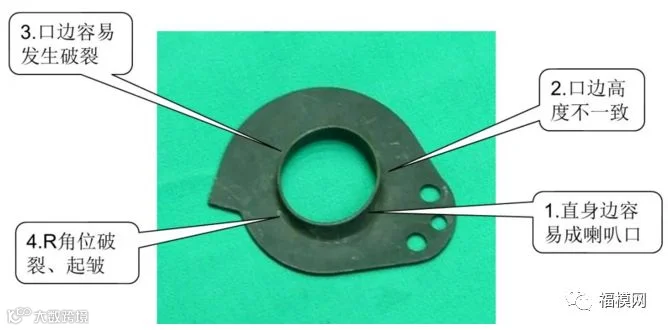
翻边产品容易产生缺陷位置
4
折弯
缺陷:折弯角度不合格、折弯边破裂、折弯R角处有台阶等。
(1)折弯角度不合格→凸凹模间隙过大、凸凹模配合角度不匹配板材料厚薄不一。
(2)折弯边破裂→凸凹模间隙过小;折弯角度过小;冲裁力过大速度过快;板材料偏硬。
(3)折弯R角有台阶→凸凹模折弯角过大;外R角过大;折弯力过小。
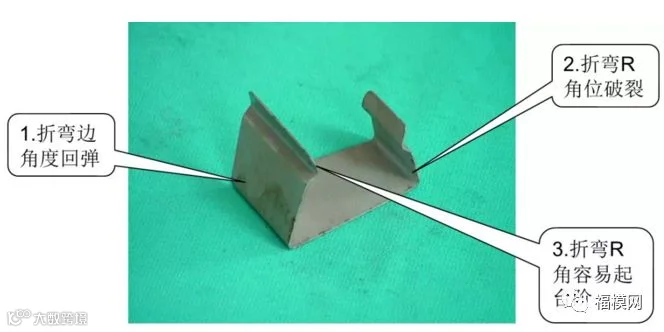
折弯产品容易产生缺陷位置