所以对于产品上有较深骨位的,一般需要割镶件。割镶件后,原本藏在模仁里面的骨位就完全暴露出来,我们可以将镶件放倒电极加工,骨位模仁原身留时,电极加工深度为骨位深度,当然需要很长时间,而做镶件放倒电极加工时,电极加工深度则为骨位厚度,无疑省工多了且绝不会有积碳问题。另外拆分后的镶件上的骨位很多时候甚至可以用线割加工或直接上机床人工加工,加工过后省模也十分方便,换做模仁原身留,则省模的可能性微乎其微。可以这么讲,拆分镶件是目前模具深骨加工的最佳途径。不仅如此,拆分镶件还有利于模具排气、模具改模与维修,总之拆分镶件优点有很多。那面对林林总总的骨位,我们该如何确定镶件的具体位置,如何拆分呢?
对于产品上骨位镶件拆分方法,其实很简单,我们只要从三大方面入手:
1,拆分镶件要尽量将深骨暴露出来.这是总的原则,否则就失去了拆分的意义;
2,保证骨位成型良好不影响装配. 成型良好包括顶出顺畅和走胶饱满无披锋;
3,镶件走线尽量简单.因为镶件是要装配到模仁里的,线割加工多少会有误差,镶件走线太复杂,钳工配模会比较困难。
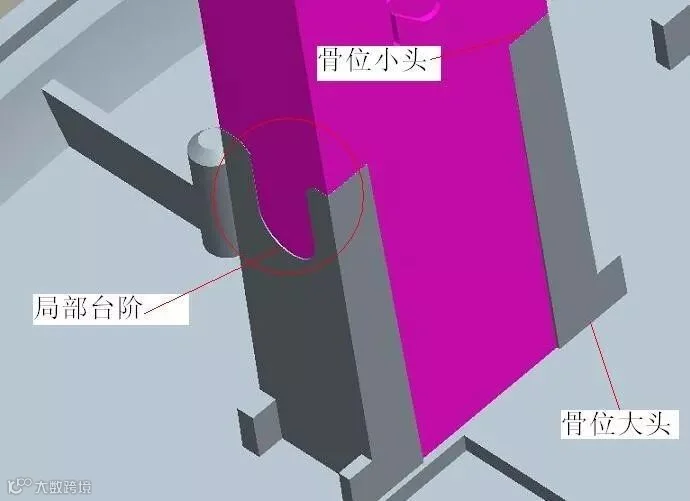
这是一个典型的产品骨位割镶件的案例。我们说镶件的目的将深骨暴露出来,因此镶件边缘一般就沿着骨位边缘走,而且要走骨位小头。走骨位中间的话,骨位胶位会镶件后模各出一部分,加工省模要麻烦一些,不建议这样拆分;
走骨位大头即根部位置怎么样呢?显然胶位完全被镶件包裹在里面,没有实现割镶件的最初目的,因骨位大小头落差通常不是很大,拆分的镶件表现为四周有一圈薄片,这在模具设计中是不合理的,不符合模具强度要求,若强行将此薄片清除,则实际上是给产品骨位加胶了,是否影响装配暂且不提,如此深的骨位加胶后变为直升的,一点脱模斜度都没有,产品顶出没问题吗?所以正确的走法是沿着骨位小头边缘。
当然实际的拆分效果不可能是十全十美的,如图中圈示区域,骨位在此区域有一段弧形的走向,若镶件完全按照胶位边缘走,则此段走向为不规则的曲线,不符合镶件线割的原则,这里我们以直线直拉过去,保证整个镶件外形呈现规则的矩形。至于弧形区域拆分后留有一点台阶,那是做后模原身留的,就算省模时将其清除了,也就三五个丝而已,不会出现注塑披锋问题。