
小编 微信:shukong99999
维修是一个需要慢慢积累的的工作,可能遇到不同机床厂家生产的机床,所以对维修人员要求就比较高。
最近有个维修的朋友问,发那科MF,手动编程时使用G41半径补偿指令时候,坐标不偏移,直接走下面的程序,相当于系统不执行刀具补正指令,而程序中的 G43H*长度补正却可以执行。
起初怀疑是由参数关掉了G41的功能,系统不执行G41指令,经过综合分析,排除了参数关掉G41功能的可能性,同时也排除了程序代码格式错误导致G41指令不能执行。在查找参数手册时,有几个参数与此问题相关,有关程序执行G41指令半径或者刀尖干涉检测方面参数,经过查找发现有三个参数跟补偿干涉检测有关:
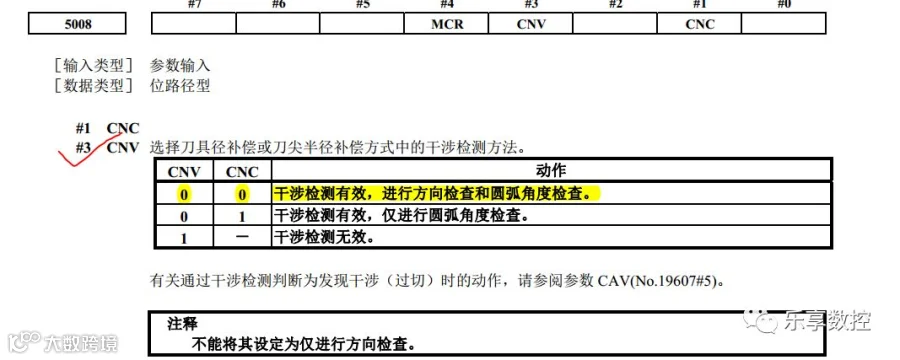
5008:
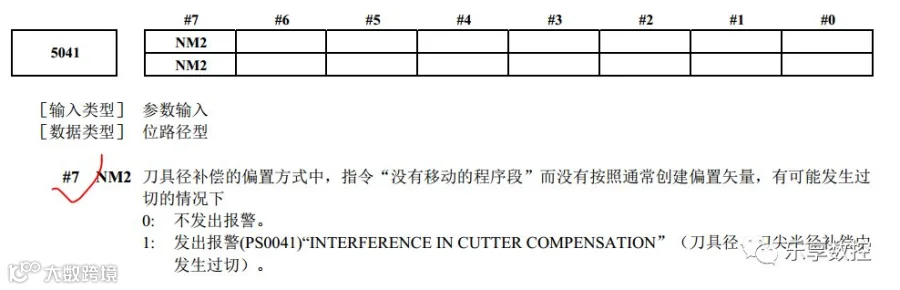
5041:
19607:
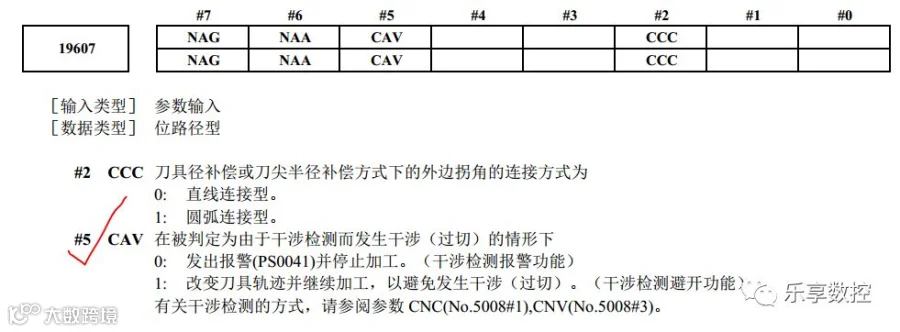
参数19607#5设置为0,说明系统干涉报警功能已开启。参数5041#7为0.不发出报警,从而怀疑是不是因为有干涉,而没有报警提示,所以造成了系统不补偿而直接走下面程序,造成错觉是客户觉得机床系统有问题,不执行G41指令功能。
通过修改参数5041#7位为1后,系统再次执行程序时系统报警PS0041 INTERFERENCE IN CUTTER COMPENSATION(刀具径,刀尖半径补偿中发生过切)从而判断故障原因为程序半径补偿有干涉!通过分析发现是客户手动编程程序原因,造成系统半径补偿数值不管输多小都会有干涉,最后通过用软件自动编程,生成程序后,G41不管怎么补系统走直线插补都可以执行G41半径补偿,在程序拐角地方,半径补偿如果补偿太大则会发生干涉报警,至此解决了该问题。
总结:很多时候,发那科系统的参数调试也一直是由一套参数延续过来的,很少遇到此类奇怪问题,通过处理此类问题,也积累了处理陌生问题问题的能力。