
▲ ▼
专注于中小型企业
运营管理系统
做管理咨询的颠覆者
▼ ▲
可视化管理界定:Visual Management,可视化管理,EOS对可视化是这样定义的,就是一个信号通过视觉或/和听觉传递,接触到该信号的人首先是获得到相关信息,必要时(一般是出现异常,也就是问题出现了)会采取正确的措施来解决问题。可视化可以说是一种传递信息从而触发响应的一种方式,可视化管理就是利用可视化这种方式来实现管理。
前面,我们说管理在某种程度上就是管理模式,也就是做什么要有什么样子,这个样子就是模式,标准,规范等。可视化管理也一样,也要有可视化管理的模式或做法。
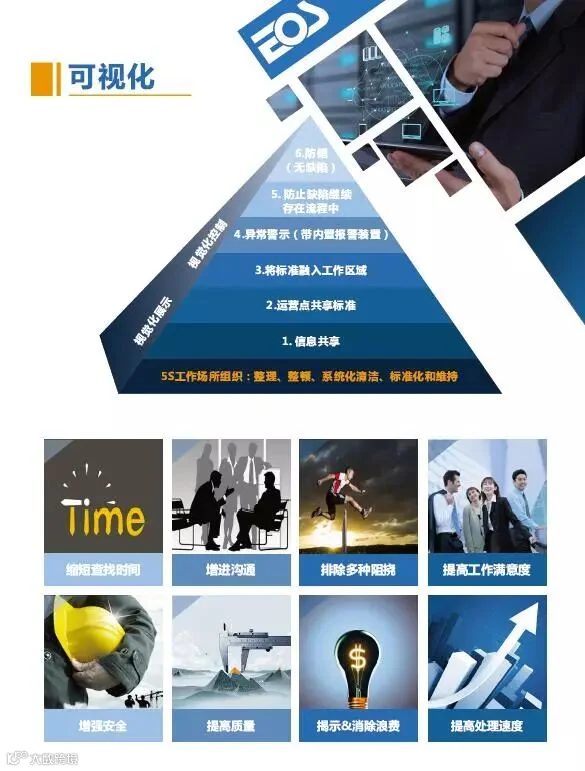
可视化的重要性,也就是可视化管理有什么好处?一般我们归纳成八大好处:
• 缩短查找时间
• 排除多种阻扰
• 增强安全
• 揭示并消除浪费
• 增进沟通
• 提高工作满意度
• 提高质量
• 提高处理速度
这里多解释一下,为什么可视化管理会有这么多好处,简单一句话就是可视化管理就是做到一目了然,做到了一目了然,你试想一下,是不是缩短了查找时间,是不是排除了多种阻扰,是不是能增强安全........
接下来,让我们看看可视化管理的六个等级应该如何理解,可视化管理的模型是可视化金字塔,塔的最底部是工作场所的5S,为什么又是5S?大家别忘了5S是管理的基础,是一切管理模式的基础,同理,这里谈利用可视化的方式做管理,自然5S也就成了可视化管理的基础。从下往上共六个等级,依次是:
1.信息共享
2.运营点共享标准
3.将标准融入工作区域
4.异常警示(带内置报警装置)
5.防止缺陷继续存在流程中
6.防错(无缺陷)
接下来,我们分别对这六个等级分别作简短介绍:
1.信息共享:就是把信息通过可视化板展示出来,让所有人都看到一样的信息;或通过声音传递出来,让所有人都听到同样的声音;其实这是中性,现实中,同样的信息不同的人会有不同的理解。
2.运营点共享标准:运营点可以理解为工作现场,大可理解成一个工厂,小可以理解成一个车间,一条线甚至一个工作岗位;共享标准就是把标准公示出来,和信息共享的共享一样,可以是视觉信号也可以是听觉信号;标准共享,就为大家有统一的评判奠定了基础。
3.将标准融入工作区域:我们应该这样理解,就是在某个工作区域,在需要的时候能获到相关作业的标准或相关的其它管理标准;最高层级的融入是在需要的地方需要某个标准时就能及时准确地获得到某个标准。
4.异常警示(带内置报警装置):我们在可视化塔已经走到了标准化,是工作区域的及时准确的标准化,大家都知道标准包括两层,简单讲就是用一个操作的标准化做到一个满足要求的产品或输出一个服务;有了标准,有了标准化,现实和标准来比如果有差距,那就是异常,也就是问题。出现异常,我们期望是能够马上警示出来,这样才可能会得到及时响应,快速问题解决。
5.防止缺陷继续存在流程中:有了异常警示,正确的人来响应,最正确的做法肯定是先停下来,呼叫正确的人来现场做正确的处理。这样正确处理的结果就防止了整个流程中存在缺陷,这也是我们要的效果,换句话说,没有哪家企业没有问题,问题我们从来不怕,怕就怕把问题留在了持续的流程过程中,到最后要们没有发现送给了客户,要们处理这个问题的代价变得很大;最正确的做法就是在问题还处在萌芽状态下就被消灭了。
6.防错(无缺陷):这是我们要的最高级别,是什么意思,问题不会发生。我们又说了,没有哪家企业不会发生问题,现在怎么又说不让问题发生。不让问题发生就是要识别出潜在问题的风险,对可能出现的问题加以控制,采取有效措施避免问题发生,这就是防错。防错有两个等级:一是问题发生概率低,可以通过有效控制手段让这个潜在问题不发生或发生的可能性非常低,并且一旦发生,借助快速问题解决这个模块能有效解决;二是不管你如何做,问题就是不会发生,这叫什么,这叫防呆,显而易见,用不好听的话说就是一个“呆子”去做,都不会做错。
如何理解这六个级别的不同及相互逻辑?1,2是信息可视化展示级别,起到的是共享信息的作用;3~6等级是可视化控制级别,起到质量管控作用,不让缺陷发生。我们举些例子再来理解一下到底这些信息是属于哪一个级别。
假设我们是做冲压件的厂,现在我们用可视化方式管理冲压的质量,首先看看我们是如何管理模具的?
我们把模具的基本信息,如编号贴在模具上,在模具相应库位也贴上相应的编号,这个编号又属于1,又属于2。为什么,编号本身就是个信息,共享给所有人,这肯定是级别1;
为什么也属于级别2呢?级别2是运营点共享标准,我们规定这个库位只能存放A模具,是不是标准?如果我们把一个错误的模具放入该库位,我们再放上一张模具型号对应检查表,按照该检查表做好勾和叉,结果出来了,是叉。检查者也按照正确的做法做到位,及时通知模具负责人,说放错位置了。这样我们就走到了可视化的第3和4级别,为什么,和标准在现场,有和标准比的检查结果,对异常有报警。
模具负责人及时纠正了这个错误,把正确的模具放到正确的位置,这样就做到了级别5,没有把缺陷继续留在过程中,及时纠正了已发生的错误并恢复到规定的标准;
为了让模具不被误用,设计师刻意设计了定位销,如果员工不小心拿错了,他怎么放都不会放到位,这样就会避免由于拿错或放错导致质量事故发生。关键就是定位销,为了确保定位销有效,我们专门做了定位销的点检表。这张表只要被有效利用,有效管理好定位销,那这张表就帮我们实现了可视化的第6级别,完全可以做到防错。
对我们看到的是什么,就是两张表,对模具管理的一个标签和两张检查表,这就是可视化管理的一个包含六个级别的例子,我想我们会更容易理解可视化的作用及如何管理到哪个级别。理论上,能做到第六级别都要做到第六级别,因为这样做了,问题是不会发生的,至少是在我们这个环节的管理上做到了防错。
另外一个例子是层会,层会是最好的可视化管理模式。
为什么?还是看层会如何管理质量的,层会上,在质量板块,我们会谈到质量要点,做某个单子时可能会发生什么质量问题,如何避免该问题发生的正确做法;接下来,只要你记住这些要点,理论上是不会犯错的,至少是不会犯大的错误;
这种在层会上讲到的一个质量要点,基本就做到了第3级别,把标准融入到了现场。加上措施,回到现场加上标准化作业指导书,是不是理论上做到从第1级别的信息(利用听觉)传递信息,记住了,现场提醒自己规范操作了,万一过程出现了差错,异常报警系统就会工作,及时响应,把错误扼杀在异常刚出现的时候,这就是到了第5和第6级别。
通过这两个例子,我想大家应该多少有这么点感觉,在现场看到的某些信息和表格,其实配合上使用就是可视化管理的六级别再现。
至于如何在我们现场实现可视化管理,我会在后面篇幅用实际案例和大家分享的。

公众号首页回复“5S”即可查看EOS-5S的奥秘哦~
