

本篇分享TPM的相关核心要点。
1.TPM的演变
2.TPM 的重要性
3.TPM基本概念
4.TPM衡量指标
5.TPM的推行
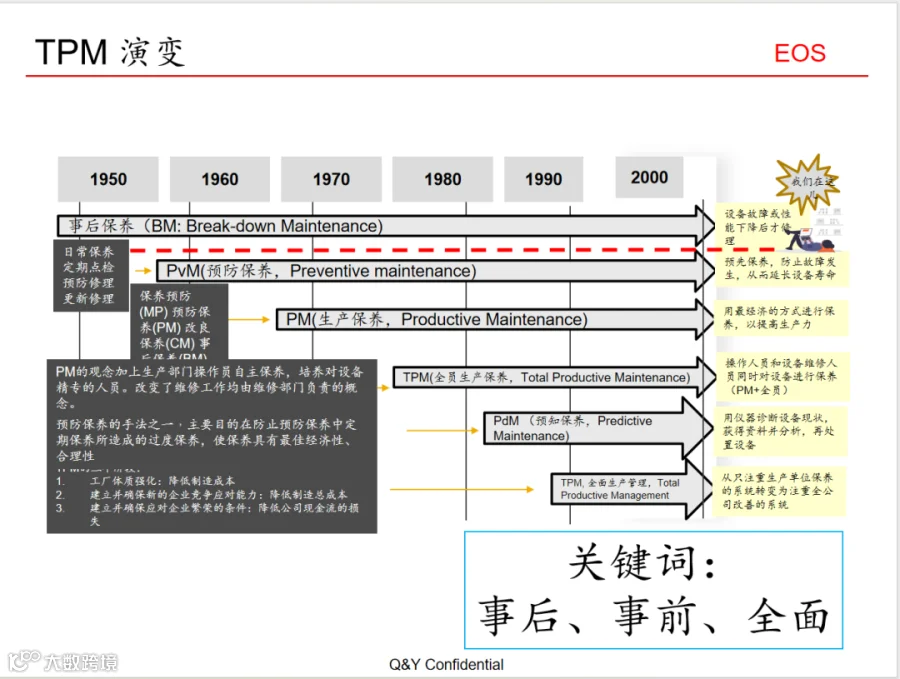
1.TPM的演变
见图,TPM的演变,关键词是事后、事前、全面。
2.TPM 的重要性
一、从财务投入产出角度,可以发挥设备的最大价值。如果你把新设备当成一部新车,买了新车,你一定会定期去维护保养。为什么?你怕不维护保养,车发动机会坏,坏了代价就大了。
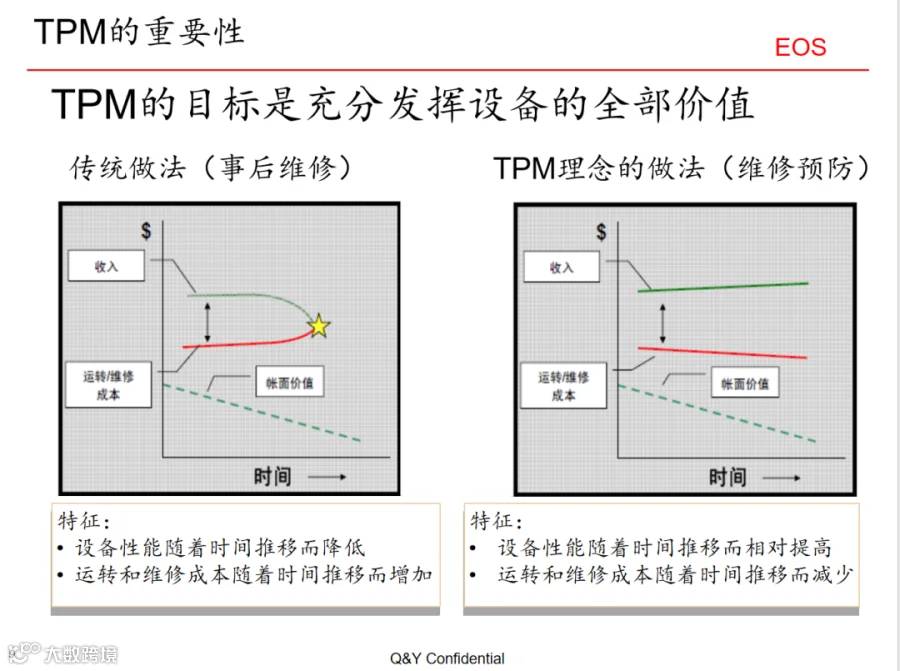
二、减少浪费,提升效率,增加产能,改善经济效益;
三、不仅仅是维修,增强计划性团队合作

3.TPM基本概念
1.设备的三种状态:
(1)运行:使运行设备处于受控状态;
(2)停机:使备用停机设备处于完好状态;
(3)故障:使故障检修设备处于计划状态;
2.TPM:Total Productive Maintenance的英文缩写,1989年被重新广义定义为全员生产维护或全面生产维护。是以设备综合效率最大化为目标,以全员参与设备保养和维修,进行全系统的预防维护的管理方法。
(1)T --- Total:关键字包含全员、全部门、全过程、全生命周期;
(2)P --- Productive,Prevention(预防)->Predictive(预测)->Productive(生产性,富有成效性) ;最终都要有成效,显然这最后一个P是最贴切的。
(3)M --- Maintenance,Maintenance(保养) ->Management(管理);但我们取其和设备最直接相关的系统化管理,这里的M在TPM里是保养这个词;如果说是管理,肯定没错,但是有点太宽泛了;TPM在EOS里是一个核心模块。
4.TPM衡量指标
1.“0”极限目标
(1)零事故:指设备运行过程中事故为零。设备事故的危害非常大,影响生产不说,可能会造成人身伤害,严重的可能会“机毁人亡”。
(2)零停机:指计划外的设备停机时间为零。计划外的停机对生产造成冲击相当大,使整个生产品配发生困难,造成资源闲置等浪费。计划时间要有一个合理值,不能为了满足非计划停机为零而使计划停机时间值达到很高。
(3)零缺陷:指由设备原因造成的废品为零。“完美的质量需要完善的机器”,机器是保证产品质量的关键,而人是保证机器好坏的关键。
(4)零损失(速度):指设备速度降低造成的产量损失为零。由于设备保养不好,设备精度降低而不能按高速度使用设备,等于降低了设备性能。
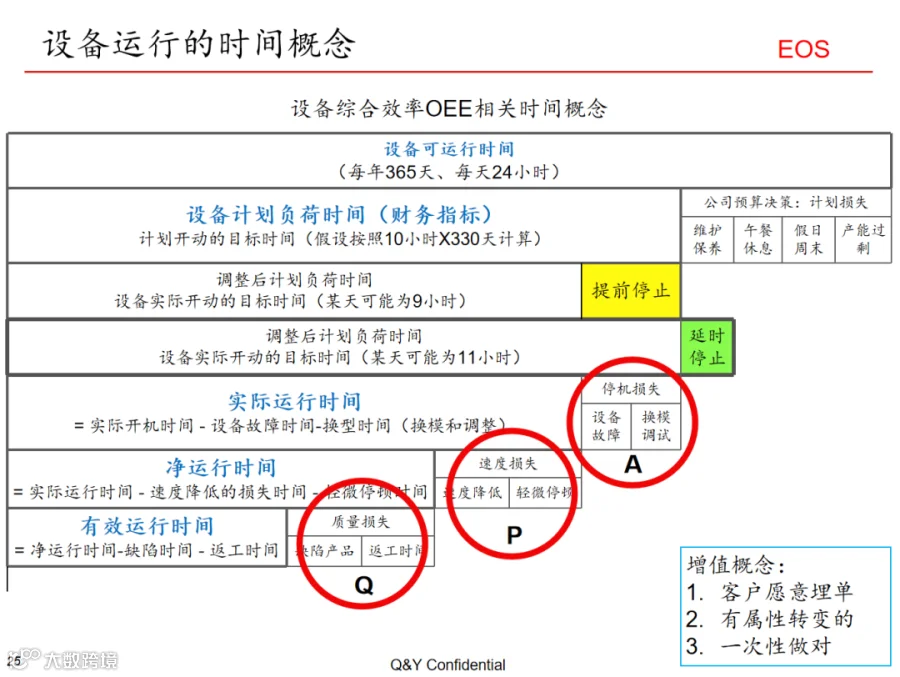
2.六大损失:
(1)设备故障
(2)换模和调试
(3)短暂停机
(4)速度降低
(5)质量缺陷
(6)返工返修
3.时间概念:
见图:OEE相关时间概念
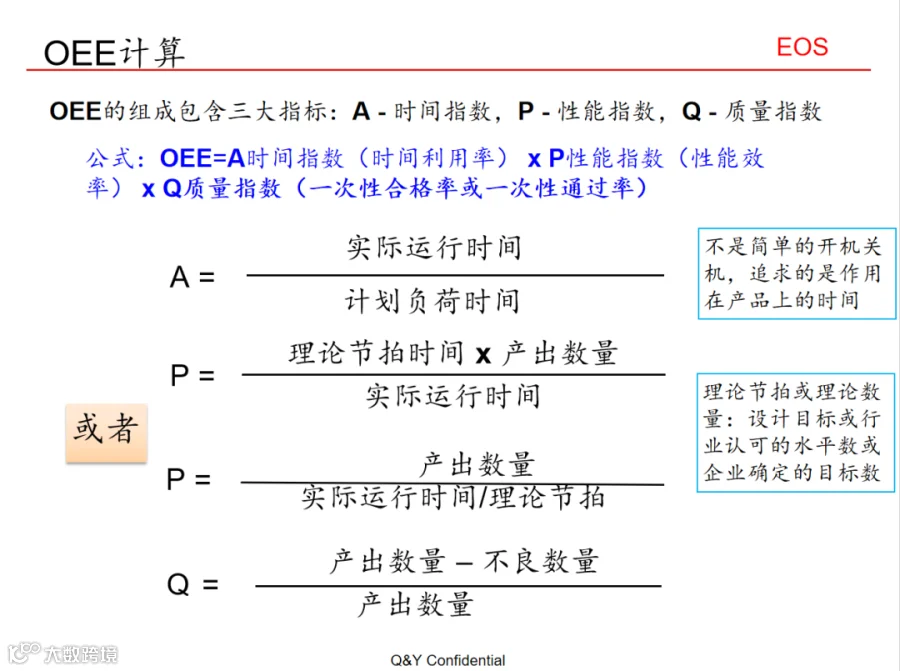
4.三大指标
(1)OEE:我查阅了《新华字典》,根本查不到稼动率;就像5S,用中文写出日文版的清扫、清洁没人分得清楚;这里我采用我们习惯的名称,至少容易理解些。
OEE:Overall Equipment Effectiveness设备综合效率
OEE = A(%时间利用率) *P(%性能效率)*Q(%一次性合格率)
具体A、P、Q见OEE公式。
(2)MTBF
(3)MTTR
这两个指标是矛盾统一体,一般要一起使用,共同平衡来衡量TPM的综合效果,即日常的维护保养及故障维修的综合效果。
MTBF﹕平均故障时间间隔(Mean Time Between Failure)
平均故障间隔时间越长越好。
MTBF=实际开动时间/ 总故障次数
衡量维修水平(质量)的一个指标
MTTR﹕平均故障修复时间(Mean Time To Repair)
平均 故障修复时间越短越好。
MTTR=总维修时间/ 总故障次数
衡量维修水平(速度)的一个指标
5.TPM的推行
有效步骤:
见图,有效做法。
每日清洁:
1.设备外表面
2.设备内金属屑、废料、产品等
3.注意设备的电管、气管,以免伤害自己
每日点检:
1.建立点检流程
2.真点检
3.规定时间内能完成点检
设备专业维修保养:
1.定期的大清洁
2.定期维护保养计划制定并落地
3.定期检修,提前维修,预防故障发生及提前准备配件
4.专业人员主导,生产人员辅助
5.维修记录、故行停机记录
6.常用备品备件管理
设备自主保养:
1.自己的设备自己负责爱护
2.部分专业保养、维修转移到员工做:
(1)专业点检
(2)简单的锁紧
(3)简单的维修
3.前期需要专业的人员指导、培训
4.识别改善项,确保员工能简单操作实现自主维护保养
让我们从日常清洁、点检、异常停机记录开始!
