

德特威勒在"完美"(P.E.R.F.E.C.T. )全球网络研讨会系列第5期中,由Tom Lenaerts和David Van Eylen两位专家分享了“从发现到交付:安全有效的药品包装工程之道”。
扫码回看中文字幕版研讨会视频

工程能力是影响包装组件的上机运行性能的重要因素,下面就通过这篇文章,带您全面了解注射剂包材的工程能力。更多内容请扫码观看中文版直播。
工程能力和上机运行性能
我们在“完美”系列研讨会上一期探讨了功能性,功能性是衡量包装组件在容器封闭系统 (CCS) 中性能作用的指标,而工程能力(或上机运行性能)则是衡量该组件在灌装线上性能的指标。

内包材的外包装
当组件送到灌装车间时,它们通常用多层袋子装在塑料箱或纸箱里。一般来说,最里面的袋子(内袋)不会在非无菌环境中打开(特别是如果里面的组件是无菌的),甚至第二层和第三层袋子也会有关于开袋环境要求的内控标准:
内袋可以是常规材料,由 Tyvek 或类似材料制成,小心划开即可取出里面的胶塞。或者采用更昂贵的带接口的袋子。内袋有“beta接口”,对应隔离器灌装线上的“alpha 接口”。这两个接口只有在连接时才会打开,以便将物料转移到灌装生产线上,同时防止暴露于外部污染物。

德特威勒供应带接口的RTP包装,
可直接用于隔离器灌装线 ▲
二层袋用于保护内袋防污染,特别是在无接口的袋子的情况下,因为当袋子被划开时,暴露的胶塞很可能短时间内处于与内袋外部相同的污染环境中。
可使用三层袋提供额外保护。例如,使用铝袋有助于防止水分进入包装系统。
四级袋通常用作真空指示器的一部分,以证明在转移过程中保持无菌状态。袋子是真空密封的,如果保持真空状态,则可以推断出无菌状态。
五层袋可用于保护四层袋、其真空指示器以及其中的所有层袋子和产品。
所有这些袋子(可以有多种不同的配置)通常都装在一个塑料箱或纸板箱里,放在托盘上,从组件制造商运送到灌装车间现场。
01
水针胶塞的上机运行性能

德特威勒13mm直径水针胶塞产品组合 ▲

德特威勒20mm直径水针胶塞产品组合 ▲
一旦将水针胶塞传输到灌装线,它通过料斗送入单列轨道,并被定向成统一的方向在西林瓶上加塞,然后用铝盖进行轧盖密封。
使用水针胶塞时可能出现的潜在问题包括:
1. 粘连
定义:橡胶弹性体组件相互紧贴在一起,且不易在灌装线的轨道中被分离的状态。
影响:粘性过大可能会导致生产线堵塞,需要大量人工干预分离。
原因:橡胶本身具有粘性。如果没有适当的涂膜或覆膜,组件就容易粘连。
解决方案:使用涂膜或覆膜的胶塞,或在灌装线上使用涂层和薄膜,有助于减轻粘性。也可以手动按摩产品袋,以减轻粘连。
2. 跳塞
定义:胶塞在西林瓶上加塞后(未轧盖),从瓶口弹出,导致胶塞的密封区域不再与西林瓶边缘有明显接触。
影响:在跳塞发生时,CCI 失效。
原因:潜在原因可能包括西林瓶和胶塞之间的过盈配合不当(例如胶塞太大)、塞柱滑塞(低制动力)。
解决方案:选择塞柱直径较小的胶塞设计,或选择口径较大的西林瓶;减少胶塞密封区域润滑涂膜量。
3. 生产线上残留物
定义:物质从弹性体组件到灌装生产线的转移,通常包括随时间的推移而积累的过程。
影响:取决于残留物的性质,对机械加工性可能会改善、恶化或无影响。
原因:残留物的成分通常可以说明其堆积的原因,可能包括:
应用于弹性体的覆膜或涂层。
裸露、未涂膜或涂膜后胶塞表面的弹性材料。如果弹性体没有涂膜或涂膜不足,其沿灌装线的移动可能会撕裂弹性体表面,从而留下来自组件表面的残留物。
解决方案:根据残留物的来源,解决方案可能包括:
不采取任何措施。如果残留物的原因是覆膜或涂膜材料转移到灌装线,则为轨道提供润滑性,可能还会是有益的。
清洁相应的设备工具/模具,该工具被用于几个不同的组件,当不希望涂膜在组件间发生转移污染,这种方法最合适。
选用不同级别的覆膜或涂膜,如果组件上的涂膜过多,会留下了残留量;涂膜过少,则生产线上可能出现弹性体残留物。
02
冻干粉针胶塞上机运行性能

德特威勒13mm直径冻干粉针胶塞产品组合 ▲

德特威勒20mm直径冻干粉针胶塞产品组合 ▲
冻干粉针胶塞的上机运行过程与水针胶塞类似。但是会分二步,首先是半加塞,留有排气口给西林瓶中水分进行升华。
胶塞半加塞在西林瓶上(通常有药液),然后被送进冻干室,处于极低温度和压力下,以升华液体产品中的水分,将其变成干粉。然后,用“冻干层架”进行完全加塞最后密封。
使用冻干粉针胶塞的过程中可能出现的潜在问题包括:
1. 粘连(同上)
2. 跳塞(同上)
3. 生产线上残留物(同上)
4. 绞缠
定义:当两个胶塞物理缠绕在一起时,通常是因为冻干粉针胶塞有“分叉”。
影响:绞缠可能导致生产线堵塞,需要大量人为干预来分离。
原因:胶塞的几何设计对绞缠发生概率有很大影响。
解决方案:通常通过改变不同的胶塞设计或增加涂膜的量来解决。
03
铝盖上机运行性能
胶塞加塞后,下一步是用铝盖密封,轧盖机对铝盖施加一定的压力,压紧胶塞,胶塞会发生形变,轧盖机将沿着铝盖的底部滚动,从而卷边紧密包裹西林瓶边缘。此时胶塞与西林瓶瓶口紧密结合,从而起到密封的作用,实现容器封闭完整性 (CCI)。

德特威勒铝塑盖产品组合 ▲

德特威勒铝盖产品组合 ▲
加工铝盖时可能会出现一些潜在问题,包括:
1. 短裙边
定义:铝盖的裙边长度太短,无法充分覆盖压缩后胶塞冠部的高度,同时又无法在西林瓶边缘下方牢固锁紧。
影响:可能会导致CCI问题,这对患者来说是危险的。任何密封不严的包装系统都应立即作废。
原因:裙边太短主要有两个原因:
西林瓶、胶塞和铝盖之间配合不当
低轧盖力
解决方案:根据最有可能(或最容易补救)的原因,解决方案可能包括:
更改组件设计(包括采用裙边较长的铝盖、冠部较扁的胶塞或瓶缘较短的西林瓶)
增加轧盖力(加强胶塞的压缩力并将铝盖裙边进一步收紧在瓶缘)
2. 凸盖
定义:轧盖后,橡胶被挤压出铝盖的裙边。
影响:注射前,凸起的包装不美观,使用者可能会担心产品有质量问题,过度作废原本“好”的产品。
原因:由于裙边较短,轧盖力设置过大。
解决方案:减少封盖力可能会有所帮助,并可能采用更长的裙边的铝盖。
3. 褶皱
定义:铝盖裙边产生的不均匀线条或褶皱。
影响:过多的皱纹可能导致 CCI 不足或心理预设 CCI 会不足,可能导致谨慎和细心的使用者过度作废原本“好”的产品。
原因:造成裙子起皱的主要原因有两个:
裙边太长。
不理想的轧盖设置参数包括但不限于速度、高度和/或压接角度。
解决方案:根据产生皱纹的原因,适当的解决方案可能包括:
使用较短的密封裙。
调整灌装线上的各个模具
4. 轧盖不全
定义:西林瓶的铝盖不完全轧盖密封。
影响:过多的皱纹可能导致 CCI 不足或心理预设 CCI 会不足,可能导致谨慎和细心的使用者过度作废原本“好”的产品。
原因:造成裙子起皱的主要原因有两个:
裙边太长。
不理想的轧盖设置参数包括但不限于速度、高度和/或压接角度。
解决方案:调整灌装线上的某个工具参数。
04
活塞上机运行性能
活塞加塞通常采用两种常用方法之一:真空加塞和机械加塞。每种方法各有优势,全球数百条生产线上都有使用。
1. 真空加塞
描述:通过设备将注射器内进行抽真空去除空气,胶塞会在大气和真空的压差作用下,被吸入注射器内。
优点:真空加塞是一种温和方式,非常适合高价值药品。它不会压缩活塞的高度,产生的顶部空间较少。顶部空间少的另一个好处是减少运输过程中活塞发生位移的可能性,有利于保持无菌。
缺点:真空加塞不如机械加塞快。
2. 机械加塞
描述:又称套管加塞或滑动加塞,将活塞放在灌装设备的加塞套内压缩,然后将加塞套插入注射器。
优点:这是一种高度可靠的灌装方式,可以支持高速线。
缺点:由于机械加塞会在加塞过程中压缩胶塞产生形变,可能会导致涂层起皱和撕裂,涂层或覆膜层或多或少会受到部分影响,带来质量的不确定性,可能会造成 CCI 风险。另外,顶部空间也可能成为一个问题,因为它通常比真空加塞的更大。
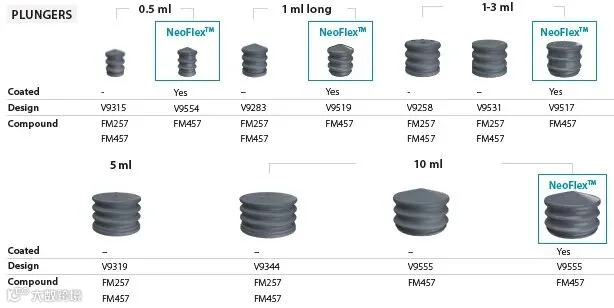
德特威勒预灌封注射器活塞产品组合 ▲

德特威勒卡式瓶活塞产品组合 ▲
预灌封注射器和卡式瓶的活塞、卡式瓶的铝盖垫片组合密封件(Combiseal)都有可能遇到上机运行性能方面的问题。具体如下:
活塞:活塞倾斜、顶部空间、覆膜起皱或撕裂等问题;
Combiseal:短裙边、凸盖、褶皱、轧盖不全等问题。
产生这些问题的原因是什么?解决方案有哪些?您可以扫码观看"完美"(P.E.R.F.E.C.T. )全球网络研讨会系列的第五期(Engineering)中文版直播。

结论
总体而言,工程能力是生产制造的重要影响因素,如兼容设备或满足生产线速度要求。包装组件除了要在整体容器密封系统中功能性要好,还必须能够很好地用于生产制造才能完成灌装的用途。
在制造救命药物时,必须降低任何可能危及生命的风险。虽然选择合适的弹性体组件可能很困难,但德特威勒可以帮助客户完成选择过程。



更多产品与解决方案
点击“阅读原文”跳转本文英文原稿