
随着2060年碳中和发展目标的提出,绿色、高效的新能源汽车吸引了研究人员越来越多的关注。新能源汽车需要更轻,综合性能更优异的聚合物材料来实现汽车轻量化。聚丙烯(PP)具备良好结晶结构,有优良的力学性能、耐热性、耐腐蚀性以及低介电、低导热的功能,具有可回收、低成本的优势,在汽车中广泛应用。王滨等报道,在所有车用高分子材料中,聚丙烯用量最大,占比约37%,第二是聚氨酯(PU),占比17.3%,其次有丙烯腈-丁二烯-苯乙烯(ABS),占比12.3%,高密度聚乙烯(HDPE),占比11.5%,以及聚甲基丙烯酸甲酯(PMMA)、聚碳酸酯(PC)和聚苯乙烯(PS)等。
1 发泡聚丙烯材料的性能及其在汽车中的应用
对聚合物发泡材料的研究是新能源汽车轻量化重点。常用的有发泡聚丙烯、发泡聚乙烯、发泡聚氨酯和发泡聚苯乙烯,其性能对比如表1所示。发泡聚氨酯通过多元醇与多异氰酸酯经化学反应发泡制得,使用氟利昂类发泡剂和烷烃类发泡剂,对环境有不利影响,发泡残留的异氰酸酯可能影响健康,聚氨酯的发泡工艺简单。聚苯乙烯发泡时无需化学反应,生产污染较低,可通过多种加工方式制备,吸水率更低,耐化学性更好。发泡聚苯乙烯存在环境问题,难以降解和回收。聚乙烯是应用最早的发泡材料之一,作为烯烃类结晶材料,其具备强韧、耐低温、可重复利用等优点。
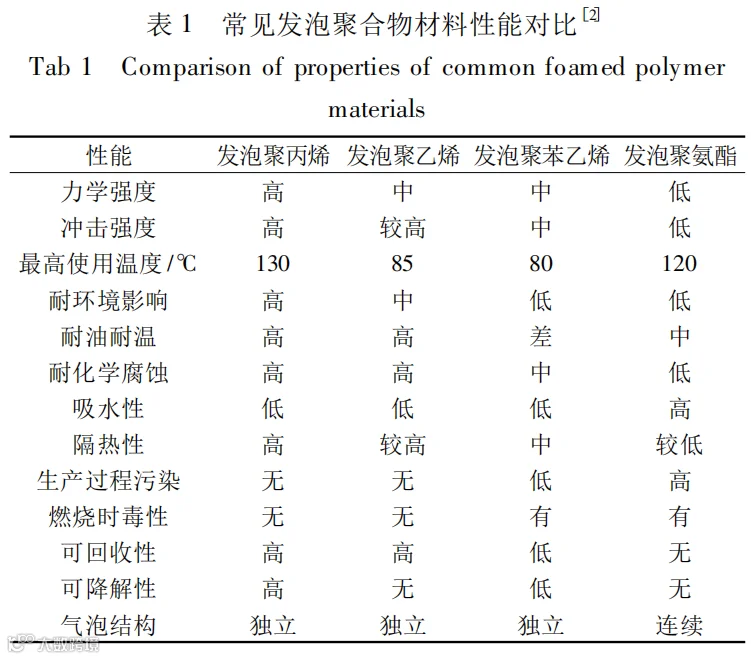
如表1所示,发泡聚丙烯与上述常见发泡材料相比,具有许多突出优势:其耐热性比发泡聚乙烯好,在常见发泡材料里是最优的;其刚性比发泡聚乙烯好,抗冲击性能优于聚乙烯和聚苯乙烯,缓冲吸能性能优异、保护性好、记忆性好,可承受多次连续撞击,契合保险杠、车门等轿车中保护部件的应用;发泡聚丙烯的耐溶剂腐蚀性好、不吸水、表面硬度适当、不擦伤与其接触的物体、无味,适合使用在车辆内饰中;发泡聚丙烯不含有毒物质,燃烧时无毒;可回收,满足可持续发展的要求。发泡聚丙烯泡沫优异的综合性能吸引了聚丙烯合成厂家(BASF和燕山石化等)、聚合物改性材料厂商(日本JSP、日本Kaneka和会通等)和汽车主机厂(Volvo、吉利和上汽等)的多方关注。根据调研机构MarketsandMarkets和中国化工报的报道,发泡聚丙烯的全球市场容量随着应用的扩大不断增长,从2017年的10.0215亿美元到2019年超过12亿美元,2023年预计将达到16.488亿美元,其中亚太市场占比最大,达35%。比如,据JSP的Murata报道,将轿车座椅中最常用的发泡聚氨酯泡沫替代为发泡聚丙烯泡沫时,实现相同坐垫弯曲性能时,发泡聚丙烯的质量相比发泡聚氨酯下降了27%,约567g。发泡聚丙烯在汽车中的前保险杠、后保险杠、车门、前柱、工具箱、遮阳板、座椅和后备箱等处有应用。发泡聚丙烯,尤其是微发泡聚丙烯在新能源汽车中有着良好的应用前景,但PP的线型链结构使其黏度低、熔体强度低,只能在结晶熔点附近发泡,发泡的温度区间窄,面临难以发泡均匀、拉伸强度较差的难题,发泡聚丙烯在加工方法和材料组分调控方面均面临较大的挑战。本文从微发泡聚丙烯的发泡机理出发,比较微发泡聚丙烯的制备加工方法,汇总微发泡聚丙烯的增强改性策略,意在对发泡聚丙烯的发展进行系统总结和展望。
2 微发泡聚丙烯材料的发泡过程和制备方法
2. 1 基本概念
微发泡聚合物材料,即通过化学或物理的手段引入大量微气泡,与毫米级泡沫材料相比,微发泡材料具有更优异的力学性能、热性能和低介电性能等。微发泡聚合物材料孔径在1~100μm,泡孔密度在107~1012个/cm3,泡孔分布均匀,材料总密度相比发泡前下降5%~95%。
根据气体来源可将发泡方式分为物理发泡和化学发泡。物理发泡是将氮气等气体与熔融塑料直接混合生成泡孔;化学发泡是化学发泡剂发生反应产生气体,在聚合物内产生泡孔。
2. 2 发泡过程
聚丙烯的发泡过程经过以下四个步骤:
(1)聚合物/气体的混合:发泡剂(气体)在聚合物中扩散,形成均相的聚合物/气体体系。该过程与气体浓度、压力和温度有关。
(2)泡孔成核:饱和聚合物/气体体系压力骤降或温度骤升,变为热力学不稳定的过饱和态,诱导泡孔成核,与聚合物与气体之间的界面张力、气体压力等有关。
(3)泡孔生长:气体进入泡核,扩大的泡核发生泡孔合并或泡壁破裂而生长,受聚合物黏弹性、过饱和程度和温度等因素的影响。
(4)泡孔定型:气体减少,泡孔生长减慢,聚合物基体逐渐冷却,泡孔逐渐定型,该过程受聚合物的冷却速率影响。
2. 3 发泡聚丙烯材料的制备方法
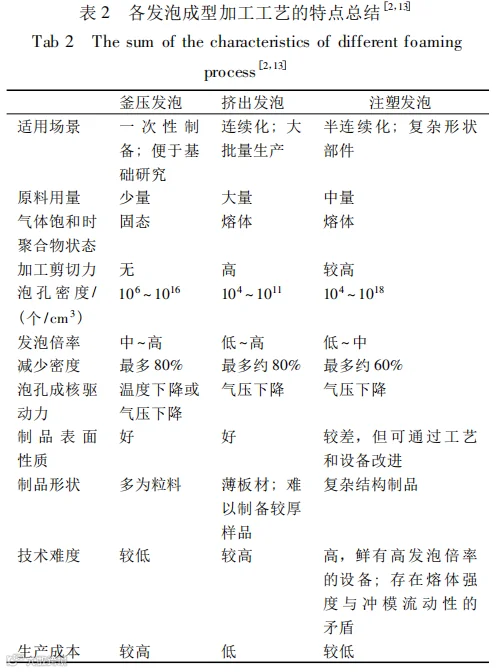
超饱和气体法是应用相对广泛的发泡方法,即形成均相的聚合物/气体体系,再通过气体过饱和,在聚合物中成核发泡。由此衍生出的发泡工艺包括釜压发泡、挤出发泡和微发泡注塑成型等。Okolieocha和王素玉等分别比较了微发泡成型技术的一些特点,其总结如表2所示。
2.3.1 挤出发泡
连续式的挤出发泡,使微发泡PP连续的工业制备成为可能。PP颗粒自料筒进入挤出机腔体,加热熔融塑化,接着将一定压力的气体注入腔体内,高温和螺杆剪切使气体快速进入聚合物,形成均相聚合物/气体体系,接着体系从高温螺杆进入较低温的螺杆,最后进入口模段,压力骤降,诱导泡孔形核、生长,同时口模处的低温使泡孔定型,得到产品。双螺杆的设计是为了解决聚合物熔体难以在口模处可控降温,达到合适发泡温度的问题。挤出发泡生产效率是较高的,但对于发泡的熔体强度要求也最高,口模的限制使其难以稳定生产较厚的制品。
2.3.2 微发泡注塑成型
微发泡注塑机,由常规注塑机和气体注入装置组成。聚合物颗粒自料筒进入高温螺杆腔体熔化,接着腔体内注入气体,经螺杆剪切混匀,形成聚合物/气体均相体系,最后注入模腔,由于模腔内的低压,气体过饱和,泡孔成核,生长,冷却定型。在发泡注塑中,泡孔生长会帮助熔体填满模腔,补偿因聚合物熔体冷却而导致的体积收缩。相比于其他成型方法,微发泡注塑成型的通用性强,在高生产率的前提下能够成型三维形状复杂制品,适用于新能源汽车部件的批量化应用。
常规的微发泡注塑成型仍然存在一些挑战:一是发泡率有限,这是由于熔体在封闭模腔内发泡,泡孔生长受到抑制;二是熔体注射阶段,剪切力强,聚丙烯等材料熔体强度低,泡孔易破裂,制品表面存在流痕、粗糙等问题。Zhao等报道了开合模微发泡注塑,即在熔体填充模腔后部分开模,将熔体填充模具过程与发泡过程分离,改善发泡时的熔体强度,制品的发泡率大大提高。Xiao等通过电加热和水冷的方式,调控模腔温度,将微发泡制品的表面粗糙度下降至发泡前的水平。
3 微发泡聚丙烯材料的增强改性
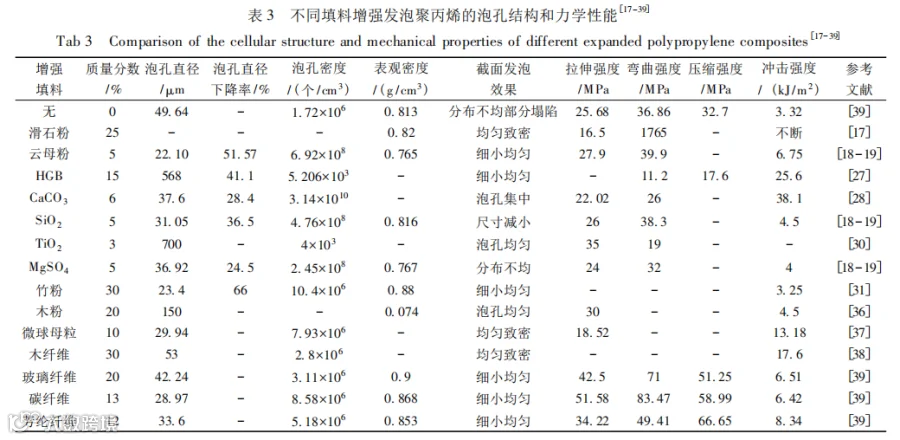
据相关调研,对新能源汽车减重10%,电池续航可以提升约14%,极大提高其能源利用率。微发泡聚丙烯因密度低、综合性能优异、价廉和可回收等特点被大量应用于汽车部件。但由于微泡孔的引入,微发泡聚丙烯对载荷的有效承载面积小,拉伸强度低。在聚丙烯中引入微纳填料制备复合材料是改善其拉伸强度的有效策略。微纳填料的引入,不仅可以直接调控聚丙烯复合材料的力学性能,还可以作为成核剂调控其发泡结构,进一步提升发泡聚丙烯复合材料的力学性能。作者总结了不同种类和维度的填料对PP发泡结构与性能的影响,如表3所示。
3. 1 零维填料改性微发泡聚丙烯
零维纳米颗粒是发泡聚合物改性的常用选择,主要包括SiO2、TiO2和CaCO3等。零维填料可以作为纳米成核剂,同时调控PP材料的结晶结构和泡孔结构,影响其力学性能。王向东等向PP材料中引入乙烯基纳米SiO2,刚性纳米SiO2粒子的引入可以阻碍PP分子链的移动,提高熔体强度,进而改善微发泡PP的发泡结构和力学性能。曾亮等利用超临界流体技术制备纳米TiO2/PP发泡复合材料,发现纳米TiO2/PP泡沫复合材料拥有更加致密的泡孔。随着TiO2含量的增加,泡孔直径先减少后增加,但逐渐趋向均匀,复合材料的发泡能力得到有效改善,并且显著提升拉伸强度和冲击强度。在填料质量分数为3%时,TiO2/PP泡沫复合材料的拉伸强度达到35MPa,冲击强度为19kJ/m2,相较于普通PP泡沫,分别提升了25%和72.3%。杨春霞等制备了纳米碳酸钙(CaCO3)填充的聚丙烯泡沫复合材料,研究表明CaCO3填充后的泡沫复合材料具有优异的力学性能,比弯曲强度增加82.53%。这归因于CaCO3的成核作用促进PP的结晶行为,同时,纳米颗粒的引入增加了PP的熔体强度,从而减弱发泡过程中基体产生的双向拉伸作用,减少并泡、串泡现象,从而得到均匀致密的泡孔结构。
3. 2 一维填料改性微发泡聚丙烯
一维纤维填料由于其高的纤维强度,对聚丙烯力学性能的改善最为明显,常用的有玻璃纤维(GF)、碳纤维(CF)和芳纶纤维(AF)。研究表明,玻璃纤维和芳纶纤维的超高强度、高模量和耐高温可以实现对泡孔壁的增强,同时起到传递应力与承受应力的作用,增强复合材料的刚性、熔体黏度和尺寸稳定性。同时纤维的引入也可以发挥成核作用,促进PP材料的结晶行为和发泡行为。杨春霞等通过开合模微发泡注塑成型制备GF/PP微发泡材料,研究GF含量对泡沫复合材料的发泡行为和力学性能的影响规律,随着GF含量的增加,复合材料的剪切黏度均有一定的提升,表明GF可以增强PP基体的熔体黏度,GF/PP泡沫的发泡倍率达到1.5倍,厚度方向上的孔径分布更为均匀,表明GF可以促进对孔径的细化,且经过发泡后,复合泡沫的弯曲模量比纯PP泡沫增加了103.23%,拉伸强度、模量分别增加了59.45%和54.81%。此外,GF还可以增强PP基体的热稳定性,提高复合材料的使用温度和使用寿命。赵勇等通过微孔注射成型制备了不同长度玻璃纤维增强PP微发泡材料,经过微发泡注塑后,得到的复合泡沫减重约10%,但拉伸强度对比纯PP泡沫,均表现出一定程度的下降,这归因于注射成型的过程中产生的残余玻纤。但通过优化微发泡工艺,提升残余玻纤的长度,可以明显改善材料的力学性能。
段焕德等通过挤出和密炼的方式制备纤维增强的PP微发泡复合材料,根据在基体相、增强相和气相三者共存的情况下,探讨不同纤维(GF、AF和CF)对泡孔的成型方式和最终性能的影响。结果发现,添加纤维均可以改善PP材料的泡孔结构,得到的孔径减小,密度降低,且泡沫复合材料的拉伸、压缩、弯曲强度反而得到提高。其中碳纤维的改善结果最佳,发泡后,PP/CF泡沫复合材料的平均孔径降低到28.97μm,泡孔密度达到8.58×106个/cm3,孔径分布距离为9.22μm,此外,碳纤维对PP泡沫的增强效果也是最佳,对比纯PP材料,PP/CF复合材料的拉伸强度提高100.9%,压缩和弯曲强度分别提升80.4%和126.5%。
3. 3 二维填料改性微发泡聚丙烯
二维片层纳米材料比表面积大,在聚合物中提供较多的成核位点,是改善高分子材料力学性能常用的填料之一。张玉良等通过双螺杆挤出和超临界CO2发泡制备了石墨烯/聚丙烯发泡材料,发现石墨烯的加入可提高聚丙烯的成核性能和泡孔密度,同时还能降低体系黏度,使气泡拥有更大的生长空间。添加质量分数为1%的石墨烯,泡孔直径和泡孔密度分别达到213μm和1.1×106个/cm3,发泡倍率高达10.49倍。此外,闫文静等探究了氧化石墨烯对聚丙烯发泡性能的影响,与纯PP相比,加入氧化石墨烯后,复合材料的结晶速率有所提高,使PP的球晶尺寸和分布减少,从而降低材料的结晶度。同时,发泡性能有所提高,当填料质量分数为8%时,发泡效果最佳,得到的泡孔尺寸最小,约8.4μm。
3. 4 三维填料改性微发泡聚丙烯
商用产品中,出于成本考虑,会在聚丙烯中加入一些大的球形颗粒或具有不规则三维形状的填料进行增强改性,主要包括滑石粉和大玻璃微珠等无机材料以及木粉等天然材料。李振华等采用化学微发泡的方法制备PP/滑石粉泡沫复合材料,发现相对纯发泡聚丙烯而言,滑石粉质量分数为20%时,得到的聚丙烯/滑石粉泡沫复合材料孔径更加均匀、泡孔尺寸也相对降低,这是因为滑石粉的引入提升了聚丙烯的熔体强度。赵丽萍等就滑石粉含量对聚丙烯材料发泡能力和力学性能的影响展开研究,发现滑石粉含量较低时,泡沫复合材料的泡孔分布更细密均匀,孔径分布较窄,也表明滑石粉可以改善PP的发泡效果。其中含有5%质量分数滑石粉的泡沫复合材料得到的泡孔形状最佳,无明显的泡孔合并和塌陷现象,且力学性能下降程度最低,接近于初始PP材料。郑祥等将云母粉加入聚丙烯中发泡制备PP/云母粉泡沫复合材料,当云母粉质量分数为6%时,泡孔直径下降到27μm,缺口强度稍有下降,但总体都高于未发泡的PP材料,并且拉伸性能并无太大的下降。这归因于云母粉引入到PP基体后,形成大量粉体-基体界面,界面会出现许多低能点,可以降低气泡成核所需要克服的位垒,有利于气泡成核生长,微孔愈加致密均匀,越能减弱松弛裂纹尖端的应力集中,同时,泡孔在形变时会吸收部分能量,以提升材料的冲击强度。李少华等发现向聚丙烯中加入硅烷偶联剂处理后的中空玻璃微珠(HGB),孔径明显均匀,泡孔尺寸普遍下降。当HGB表面进行改性后,增加与PP基体之间的相容性,因此接触界面更加紧密,施加外力后,HGB可以与基体一起形变,增加PP/HGB泡沫复合材料的有效承载截面积,因此冲击强度、弯曲强度和压缩强度分别达到25.6kJ/m2、11.2MPa和17.6MPa,力学性能得到明显增强。木粉、竹粉等天然填料具备价廉、密度低、不易变形、易加工、安全环保易降解且可再生等优点。赵武学等制备竹粉增强的PP微发泡复合材料,研究填料含量对PP发泡能力的影响。当竹粉质量分数为7%时,泡孔直径降低,且泡孔倾向于均匀一致,无泡孔合并、塌陷现象,相对纯PP发泡材料降低约62%。木粉的加入也可以提高聚丙烯的模量和熔体黏度,防止气泡迁移和成长过快产生的泡孔合并现象,使得到的泡孔更加均匀致密。由于木粉等天然材料的热稳定性较低,付菁菁等探究发泡母粒含量对麦秸秆/PP泡沫复合材料热稳定性、发泡行为和力学强度的影响。结果表明,泡沫复合材料的发泡程度很大程度由发泡剂母粒控制,发泡剂质量分数为1%时,泡沫复合材料的分解程度最高,泡孔结构均匀,基体界面稳定,综合性能较高。然而发泡剂含量过高时,过度发泡使得泡孔结构坍塌,复合材料不稳定。
4 总结与展望
新能源汽车的发展对轻量化提出了越来越高的要求。微发泡聚丙烯因其密度低、优异的综合性能、价廉和可回收等特点被大量应用于汽车部件中。但一方面,由于PP材料本身结构带来的低熔体强度问题,使微发泡聚丙烯得到的泡孔结构并不令人满意,发泡制品成型加工中存在诸多挑战,研究人员通过改进PP的发泡工艺和设备,改善了发泡过程,未来还可以结合可视化设备和可视化模拟进一步研究发泡结构的时空演变过程,改进PP复合材料的微发泡工艺。另一方面,发泡聚丙烯的拉伸强度较低,研究人员通过引入微纳填料制备PP复合材料,调控PP的结晶结构和发泡结构,对PP材料进行增强。需要承认的是,强度增加后,如何同时维持原有的低表观密度和细小均匀的泡孔结构仍然是一个挑战。未来研究需要更加关注填料与聚合物的界面调控对泡孔结构的影响,通过良好的界面调控泡孔结构,同时减少填料的使用量,继续降低微发泡PP的密度。最后,目前的研究人员多关注对微发泡PP加工性能和力学性能的讨论,随着新能源汽车电子化和信息化的发展趋势,微发泡聚丙烯材料在汽车电子、通信、热管理和电磁屏蔽等领域的功能特性同样值得关注。
注:此文章仅供参考,如涉及作品版权问题,请与我们联系,我们将在第一时间协商版权问题或删除内容!
来源:塑料工业