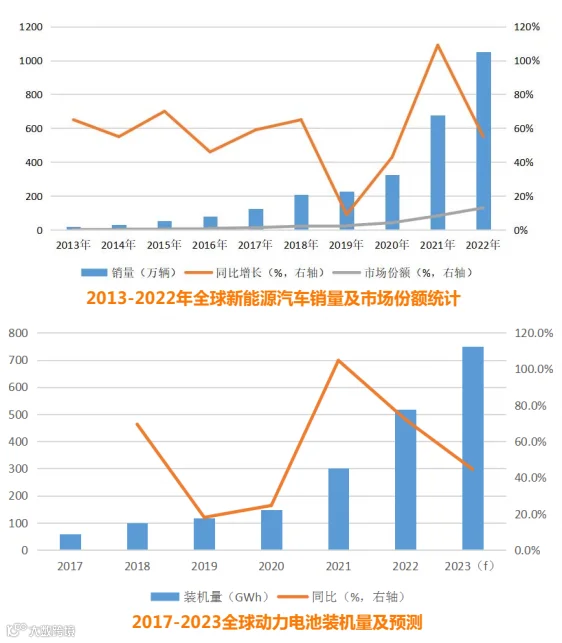
全球新能源汽车市场正在经历爆发式增长阶段,自2013年以来2021年在各国政策的激励下,销量猛增109%达676.8万辆。2022年全球新能源汽车市场继续保持55%的增速增长,销量达到1052.2万辆,全球市场占有率也达到创纪录的13%。
2017年以来全球动力电池装机量稳步增长,年复合增长率达54%。随着新能源汽车行业的快速发展,动力电池作为电动汽车产业链上游的核心产品,同样步入高速发展阶段。
SNEResearch数据显示,全球动力电池装机量从2017年的59GWh增加到2022年的518GWh,年复合增长率达54%。预计2023年全球动力电池装机量将达到749GWh。
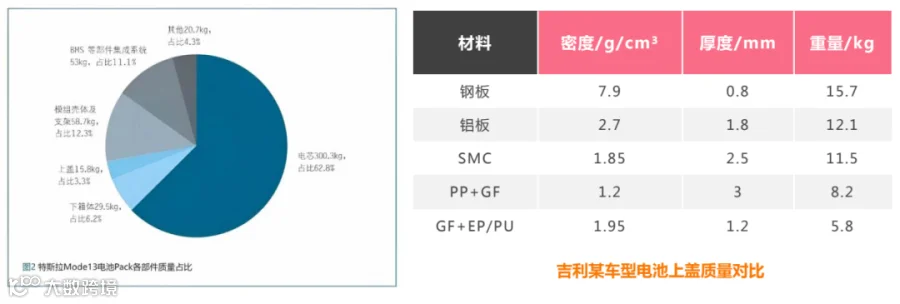
汽车的质量每减少10% ,电耗下降 5.5% ,续航能力增加 5.5%,而电动汽车的核心部件则是电池包,占整车质量18%~30%,而箱体质量约占电池包总质量的10%~20%,因此减少动力电池包质量是增加电动汽车续航历程最主要也是最高效的措施。


随着电池能量密度的提高,对电池箱轻量化的要求也越来越高(据了解,目前主流的磷酸铁锂电池的能量密度在200Wh/kg以下,三元锂电池的能量密度在200-300Wh/kg之间)。
特斯拉Model 3电池盖占电池包总重3.3%(15.8kg),材质0.8mm钢板。
2、电池上盖成型工艺
01:主流工艺介绍 02:工艺对比 03:其他成型工艺
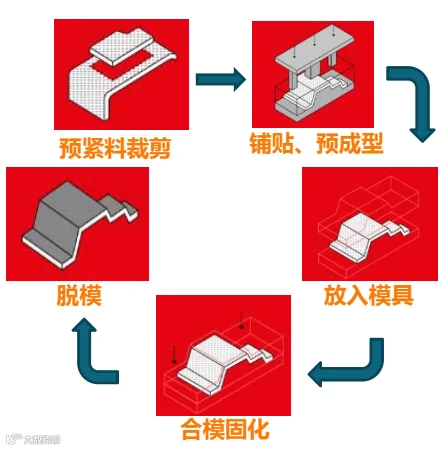
工艺介绍—Light-RTM
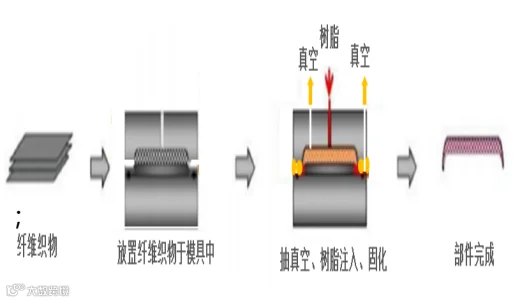
L-RTM上盖

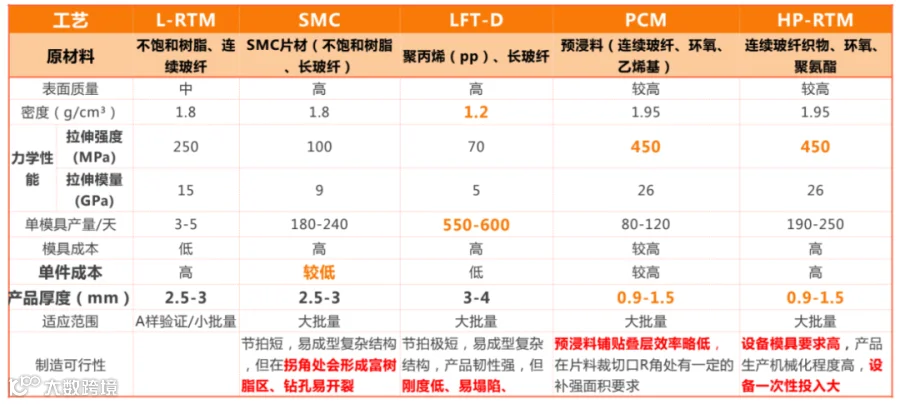
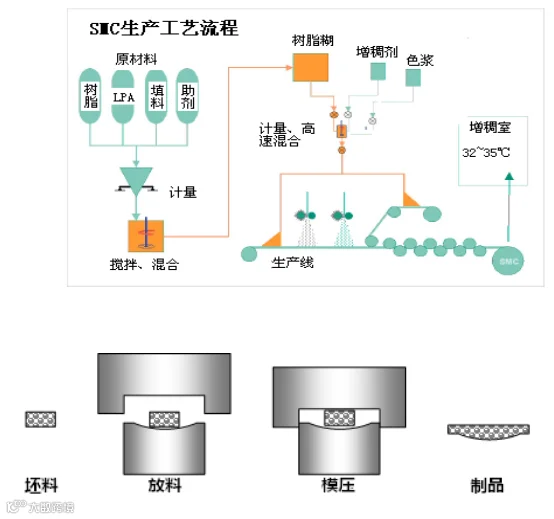
SMC模压成型工艺是利用树脂固化反应中各阶段特性来实现制品成型的,即模压料塑化、流动并充满模腔,树脂固化。在模压料充满模腔的流动过程中,不仅树脂流动,增强材料也要随之流动,所以模压成型工艺的成型压力较其他工艺方法高,属于高压。


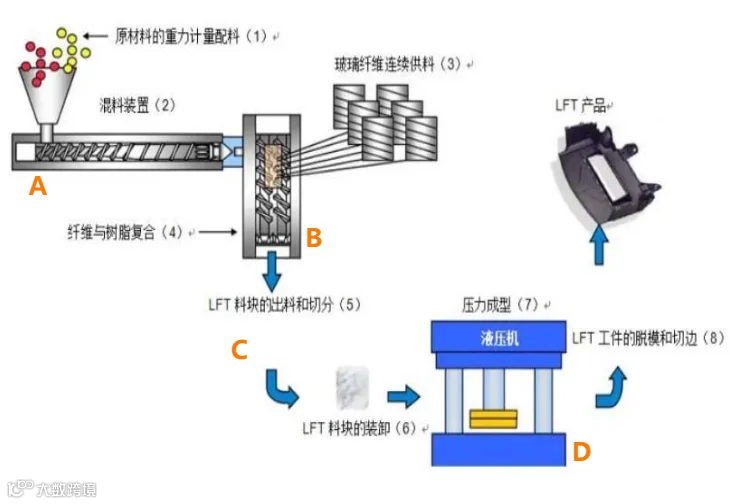
长纤维增强热塑性复合材料(LFT-D)是用碳纤维、玻璃纤维、植物纤维等纤维材料,与改性聚丙烯(PP)相溶合而模压成型的增强塑料材料制品。





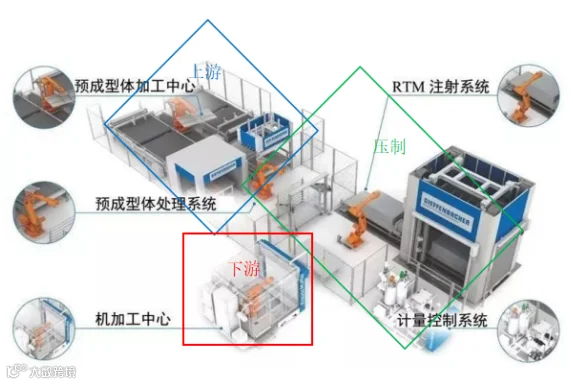
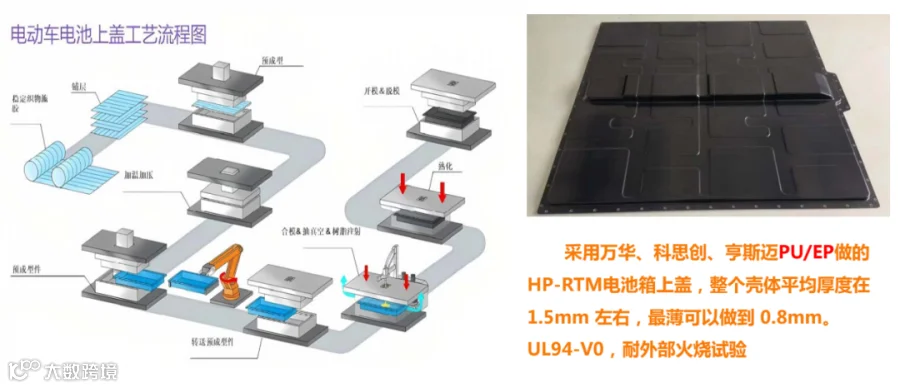
HP-RTM是高压树脂传递模塑成型工艺的简称。它是指利用高压压力将树脂对冲混合并注入到预先铺设有纤维增强材料和预置嵌件的真空密闭模具内,经树脂流动充模、浸渍、固化和脱模,获得复合材料制品的成型工艺。
工艺对比