
1.金刚石和CBN磨料表面镀覆的发展
早在90年前人们就已经知道应用金属包覆金刚石颗粒, 但是直到1965年, 当尼柯都尔根据磨削机制提出了金刚石磨粒经表面镀覆后可提高砂轮的使用寿命50%以上的依据之后, 人们才重新对它发生兴趣。1966年以后, De Beers 公司及美、苏等国都出现了镀铜和镀镍的金刚石磨料。这种磨料最初应用于树脂结合剂砂轮中, 获得了很大的成功。后来发展了镀钛、钼、钨、铌、钽等金属以及陶瓷难熔化合物等非金属材料镀层, 并扩大应用于烧结金属结合剂、电镀结合剂、陶瓷结合剂磨具以及锯片、钻头等金刚石制品中, 镀层也有单层发展到多层,例如铜-镍、钛-镍以及金属-非金属复合镀层。表面镀覆不仅应用于磨粒, 还应用于微粉和聚晶原料加工。
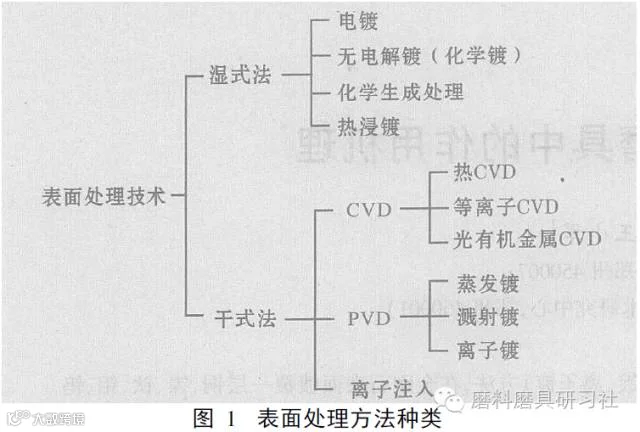
镀覆金属的方法, 最初采用湿法镀———化学镀及电镀, 后来, 真空蒸发镀、溅射镀、离子镀等各种干法镀的方法, 也都陆续应用到超硬材料表面镀覆上来, 参看图1。
现在, 表面镀覆已经与单晶合成、分选、聚晶烧结和气相沉积一起成为世界各国金刚石多品种发展的主要途径之一。
表面镀覆不仅适用于金刚石, 同样也适用于立方氮化硼(CBN)。
某些特殊用途的刚玉、碳化硅磨料, 也使用类似的表面镀覆方法。
2.表面镀覆金刚石和CBN 磨料的品种及应用
2. 1表面镀覆金刚石和CBN 磨料的品种
世界上的主要生产国, 几乎每个系列的金刚石和立方氮化硼(CBN)都有相应的一种甚至多种表面镀覆的品种。
(1)用于树脂结合剂磨具的金刚石品种
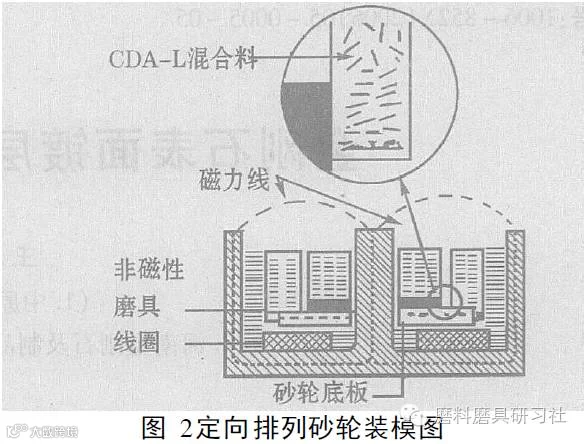
加工硬质合金的镀金属金刚石品种:主要是DeBeers公司(现名Element Six)的CDA (现名PDA321)系列, GE 公司(现名Diamond Innovations)的RVG 系列, 前苏联(现在乌克兰)的ACO(AC2)系列, 一般是镀30%、50%或55%的铜或镍。其中的针形金刚石CDA-L, 颗粒长宽比为2:1~5:1, 最大可达25:1, 表面镀有Ni-Co-P磁性合金, 用于制造定向磨粒砂轮。CDA-L在磁场中靠磁力定向排列的装置, 见图2。在磁场中磨粒的(111)面或(100)面朝外, 磨削比G值比一般金刚石磨料高处80%~120%, 同时效率提高50%~100%。
加工钢结硬质合金的镀金属金刚石品种:主要是DXDA-MC和是DXDAⅡ-MC 镀有50%~55%的镍, 可磨削含钢量20%~40%的钢/硬质合金复合材料。
(2)用于金属结合剂磨具、锯片、钻头和修整工具的金刚石品种
这类磨料一般是镀钛品种, 例如SDA系列牌号后面加T;MBS系列镀钛或镀铬, 牌号后面加-Ti或-Cr。也可以镀钛之后再镀一层镍。
(3)立方氮化硼表面镀覆品种
例如欧美的ABN360、ABN660、CBNⅡ 、CBN510等镀镍品种, 独联体的KOM (镀金属)、KOMA (镀合金Cu-A g-T i)、KOC(镀陶瓷)。
2. 2表面镀覆金刚石磨料在磨具中的应用
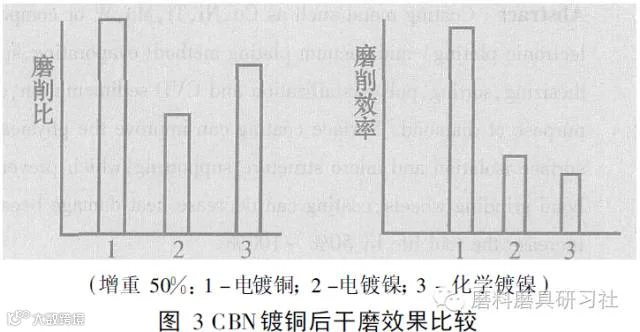
国外已经普遍使用镀铜或镀镍的超硬磨料制造树脂砂轮, 砂轮寿命可以提高50%~100%;而国内应用还不够普遍, 还需要进一步推广应用。镀铜的磨料特别适合于干磨。干磨时, 电镀铜磨削效果最佳, 化学镀镍次之, 电镀镍较差, 如图3所示。湿磨时, 电镀铜、化学镀镍、电镀镍均可使用, 效果良好, 这是由于冷却液的作用, 掩盖了磨削时发热、堵塞、粘屑的问题。
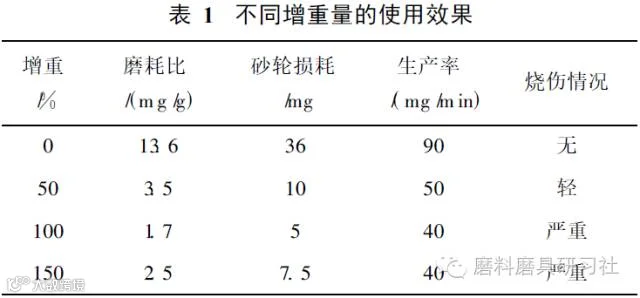
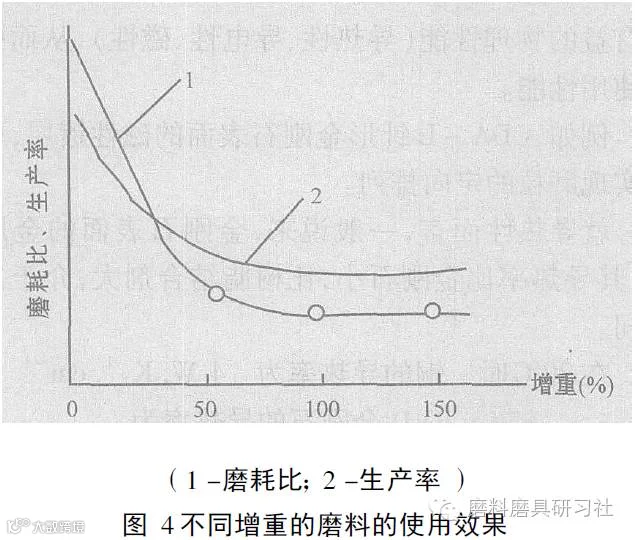
表面镀覆磨料可以提高磨具的耐用度, 但也有不利的一面, 随着增重量加大, 在磨削过程中容易产生发热烧伤和堵塞, 磨削效率下降, 如表1和图4所示。
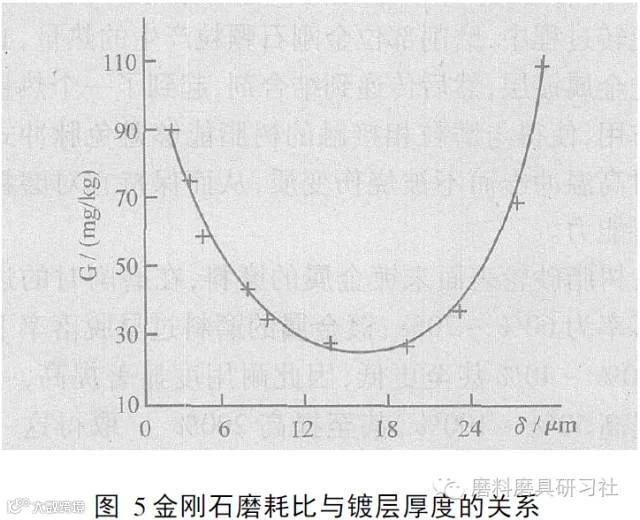
用阴极溅射法往金刚石上镀不同厚度的钼、镍、钛金属镀层, 制成修整滚轮(金属结合剂, 金刚石浓度150%), 实验结果见图5。实验表明镀钼效果最好, 滚轮耐用度提高1.5~2.0。镀钼层最佳厚度约为15μm。镀镍对提高耐磨性有一定作用。而镀钛耐磨性不高, 其原因是钛镀层容易氧化, 即使在氢气气氛中烧结时也会生成氧化膜, 致使金刚石固结不牢。
3.金刚石磨料表面金属镀层的作用机理
金刚石磨料颗粒经过表面镀覆之后可以改善磨削性能, 提高磨削效果, 其原因是多方面的。兹对镀层的作用机理作如下分析。
3. 1镀层可以提高磨料的颗粒强度
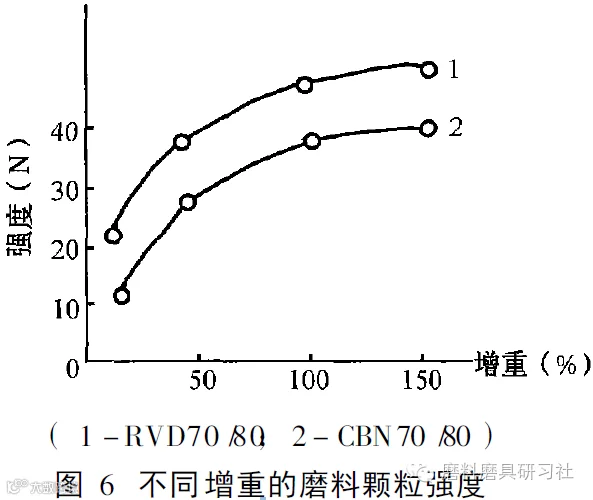
对于树脂结合剂磨具用的低强度磨料, 无论金刚石或立方氮化硼, 镀覆之后, 抗压强度都有明显提高(见图6)。当增重量为30%时, 强度提高30%~50%;当增重量为50%时, 强度提高50%以上。对磨料颗粒的强化作用, 镀铜层比镀镍层更为显著。
磨料颗粒表面经过镀覆后, 颗粒的缺陷得以弥补,凹坑、空洞、裂纹被填充;而且, 在脆性磨料颗粒的外表面上包覆了一层韧性高的金属, 这时的磨料颗粒已不再是原来单纯的脆性颗粒, 而是带有韧性表层的复合材料颗粒。这些就是颗粒强度得以提高的原因。
3. 2镀层可以提高磨料与结合剂的结合强度
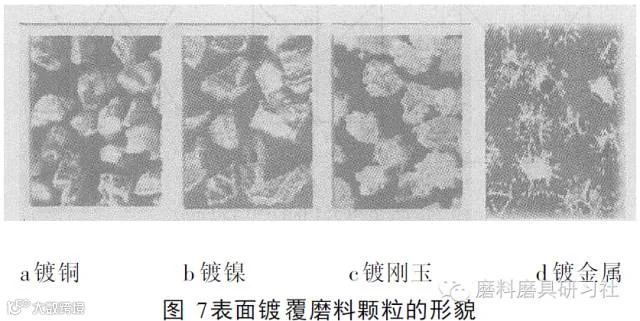
在树脂结合剂砂轮中, 未经表面镀覆的金刚石或CBN 磨料的利用率很低, 60%~70%磨料颗粒在未充分发挥作用时便过早脱落。其原因是表面光滑的磨粒与树脂结合不牢固。当磨粒表面镀一层金属后, 镀层呈云朵状、波浪状或毛刺状, 外表面粗糙, 凹凸不平(见图7), 与树脂能够很好结合;另一方面, 镀层的内表面完整地紧密地包裹着磨粒, 使得镀层与磨粒的机械结合强度远高于金属粉末与磨料压制成型的结合强度:不仅机械结合强度提高,同时, 由于镀层金属是以原子状态沉积于磨粒表面, 与表面结合很紧密, 距离很小, 在范德华应力场范围之内, 因此还有范德华力的作用;有的金属镀层(例如镍镀层)与金刚石还有化学吸附作用。
如上所述, 通过位于磨料与结合剂之间的镀层的这种桥梁作用, 使得磨料与结合剂的结合强度大为提高。
在金属结合剂制品中, 镀层也有类似上述的提高结合强度的作用。有些镀层金属(例如钛、钨)与金刚石甚至会发生反应, 生成金属碳化物。
3. 3镀层对磨料起隔离保护和阻止石墨化的作用
在高温烧结和高温磨削时, 镀层可以对金刚石起隔离保护作用, 使金刚石不容易发生氧化、石墨化、溶剂化或生成碳化物。其原因是包裹着金刚石的镀层隔绝了外界的氧及其他有害杂质。
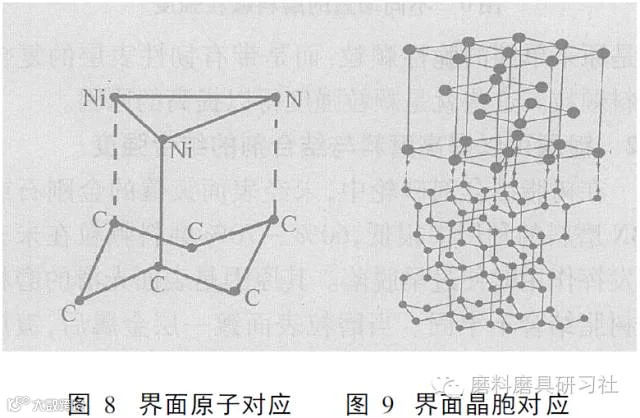
有些金属镀层(例如镍)对金刚石晶体结构的石墨化能起阻止作用。从图8 和图9可以看出, 界面上的金属原子与相对应的碳原子吸引成键, 就象用绳子加固帐篷一样。当金刚石某一面在磨削过程中暴露出来产生石墨化倾向时, 其它各侧面的金属就在周围对金刚石正四面体结构起保护作用, 从而抑止石墨化过程。
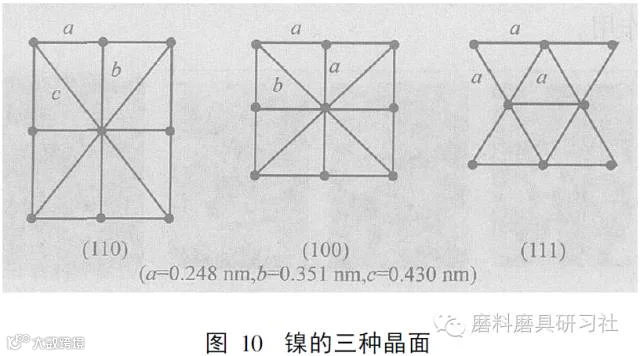
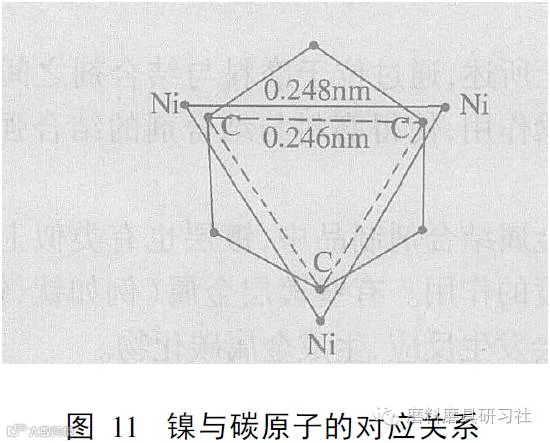
镍与金刚石之所以能互相吸引, 是因为镍的晶胞中的(111)面是等边三角形(见图10), 边长与石墨(0001)面的碳六环的内接正三角形的边长很接近(见图11), 而且镍的外电子层具有d - 带空穴, 因此容易发生三位吸附, 使平面碳六环折皱成如图8 和图9所示的金刚石结构。
3. 4镀层赋予磨料有益的物理性能
在磨粒表面镀覆不同的镀层, 可以相应地赋予磨粒有益的物理性能(导热性、导电性、磁性), 从而提高其使用性能。
例如, CDA-L针形金刚石表面的磁性镀层, 可用来实现磨粒的定向排列。就导热性而言, 一般说来, 金刚石表面的金属镀层, 其导热率比金刚石小, 比树脂结合剂大, 介于二者之间。
在20℃时铜的导热率为4W. K -1. cm - 1
RVD金刚石的导热率为
9W. K -1. cm-1
在120~200℃时 (树脂砂轮工作温度)RVD 金刚石的导热率为25W. K- 1. cm -1
正是镀层的导热性起到了保护金刚石的重要作用。
在未镀金属时, 金刚石把磨削产生的热量直接地迅速传给树脂, 而树脂往外传热很慢, 因此本身容易遭受热损伤。
经镀金属后, 金属镀层导热比金刚石慢, 在砂轮高速旋转过程中, 磨削部位金刚石颗粒产生的热量, 必须经过金属镀层, 然后传递到结合剂, 起到了一个热量缓冲作用, 使得与磨粒相接触的树脂能够避免脉冲式的瞬时高温冲击而不被烧伤变质, 从而保持它对磨粒的把持能力。
树脂砂轮表面未镀金属的磨料, 在磨削时的过早脱落率为60%~70%;镀金属的磨料过早脱落率下降到30%~40%甚至更低, 因此耐用度显著提高, 一般可提高50%~100%, 甚至提200% 。取得这一效果的根本原因, 正是金属镀层减缓热脉冲的作用保护了树脂。这是在金属镀层所起的各种作用中最为重要的一种作用。
4.结论
金刚石磨料的表面镀层可以显著改善磨料的使用性能, 其原因在于:① 镀层可以提高磨料的颗粒强度;② 镀层可以提高磨料与结合剂之间的结合强度;③镀层对磨料有宏观隔离保护作用和微观结构保护作用;④ 镀层可以赋予磨料各种有益的物理性能。特别是在树脂砂轮中, 金属镀层的导热率介于树脂和金刚石之间, 可以减缓磨削热脉冲从而保护树脂, 对提高砂轮耐用度起到了关键作用。