

在之前的三篇文章中,我们讨论了双螺杆挤出机的可配置性。
从机筒部分开始,我们讨论了如何组装具有混炼过程所需功能的挤出机机筒。然后我们研究了挤出机是怎样通过进料喉喂入原材料,并熔化聚合物。
对于许多混炼操作,所有原材料都可以从进料口送入挤出机。当将单一聚合物或聚合共混物与一些固体添加剂(例如颜料或低含量的填料)混合并造粒时,情况确实如此。然而,总有些特殊成分给喂料带来了挑战。
在这里,我们讨论的就是这些在送入进料口时会遇到困难的原材料。其中一些成分可能会堵塞进料口或阻止聚合物完全熔化,而另一些成分可能会因熔化过程中涉及的强大力量而降解。
我们将研究如何将这些材料直接喂入熔融聚合物中,以获得最佳的工艺效率和产品性能。
纤 维
我们将讨论的第一种材料是纤维。将纤维喂入进料口并要求它们通过熔化区可能会损坏纤维并削弱将它们添加到聚合物中的性能增强效果。
改性厂通常将玻璃纤维、碳纤维或矿物纤维添加到塑料中以增强复合产品的强度。纤维增强化合物材料性能的一个关键特性是纤维的长径比。这是纤维长度与其直径的比率。
通过挤出机的剪切,这些纤维很容易被损坏。在上一篇文章中,我们讨论了捏合块产生的力如何剪切聚合物以产生热量。在从固态到熔体的相变过程中,剪切力达到最大。通过进料口喂入并受到这些相同力的纤维基本上会被磨成粉末。由于这种剧烈的损坏,纤维带来的增强效果将大大削减。

图1 侧进料器将固体材料推入挤出机中的熔融聚合物中。照片来源:CTI/Volker
为了减少加工造成的损坏,可以在聚合物熔化后通过侧进料器将纤维送入下游。
侧进料器又称侧喂料机,由料斗和一组输送螺杆组成。侧进料器(图1)将固体材料推入挤出机中的熔融聚合物中。组合式机筒(图2)提供了与侧进料器的连接以及任何夹带的空气与固体的上端排出。

图2 组合筒部分将侧进料器与固体内截留空气的真空口连接起来。照片来源:CTI/Volker
使用失重秤等称重喂料设备将纤维饥饿地进料到侧进料器中,接着纤维就会被输送到螺杆间并直接填充到挤出机中的熔融聚合物中。
通过侧喂料器喂入纤维可避免熔融过程中产生的剧烈剪切。首先将聚合物熔化,然后在聚合物熔化后引入纤维并掺入。当聚合物从固体转变为熔体时,挤出机中的剪切力最高。纤维直接进入聚合物熔体,然后可以轻轻地合并,从而最大限度地减少磨损。
用于喂入纤维的螺杆配置
必须考虑的涉及侧喂料和纤维掺入的单元操作是喂料和混合。侧进料器在组合机筒处连接至挤出机。通过组合机筒的螺杆配置采用与进料段中使用的螺纹元件类似的螺纹元件——长导程输送元件。这些输送元件应具有标准的输送元件轮廓。
输送元件应从组合机筒侧面的8字形开口处的一个螺杆直径的距离或更远的上游开始放置,并继续进入下游相邻的封闭机筒部分。此时,螺杆元件的螺距可以根据整体螺杆设计的可用空间按需收紧,如图3所示。
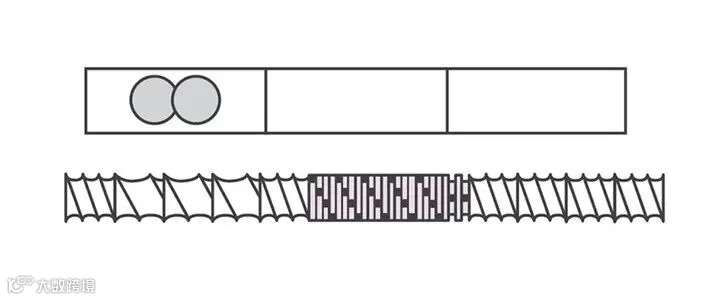
图3 用于喂入纤维的螺杆配置。插图来源:K. Russell
一般来说,我不推荐在此段中使用“SK”类型的螺纹元件。在干燥、固体原料的喂入过程中有益的底切不会像其余的边缘剪切过程中那样被擦拭。如果您还记得的话,标准输送元件是自擦拭的。一根轴上元件的螺纹会擦拭相邻轴上相应元件的螺纹。当在挤出机包含熔融聚合物的部分中使用进料元件时,熔融聚合物会积聚在底切区域中。由于没有机制可以去除这种积累的聚合物,因此该材料可能会燃烧降解并产生炭,从而形成凝胶和黑色斑点。
一旦材料被输送到侧面进料器之后的封闭筒部分,就需要混合元件来掺入纤维。温和的混合是最大程度地减少纤维磨损的关键。窄盘捏合块可以将纤维轻轻地混合到熔融聚合物中。与较宽的圆盘相比,窄圆盘捏合块可提供更均匀的混合。我们将在下一篇文章中更详细地讨论这个问题。
一系列向前的窄盘捏合元件可以将纤维分布并合并到整个聚合物中。这些捏合块之后应立即放置一个中性(90度)捏合块。90度捏合块可形成较小的材料备份,以确保纤维完全整合。一些螺杆设计仅使用前向输送捏合块来温和地混合纤维,然而,这可能导致掺入不良,因为纤维可能未完全润湿。
随着纤维浓度的增加,可能还需要反向泵捏合块以确保纤维完全混合。纤维混合段的设计需要注意平衡。混合段的长度以及是否使用反向捏合块必须与纤维损坏的可能性相平衡。螺杆对材料施加的功越多,纤维磨损的可能性就越大。
同时,通过使用中性或反向输送捏合块将材料保留在混合区域中会产生更温和的混合作用,因为在螺杆的该区域中受到冲击的材料量更大。空的混合部分会更有力地搅打材料,而满的混合部分会在一定程度上缓冲材料。
低熔点添加剂
另一组需要下游进料的材料是“低熔点类”。这些添加剂的熔点明显低于聚合物的熔点。低分子量蜡和脂肪酸滑爽剂是低熔点添加剂的例子。比如聚乙烯薄膜中使用的三种常见滑爽剂的熔点范围如下表所示。将这些值与聚合物的熔点进行比较,例如,PE为 122–135°C,熔点差异可能会产生问题。
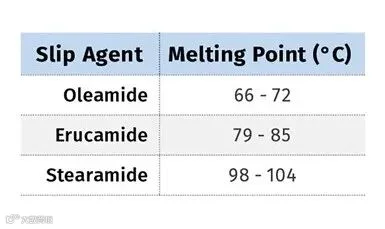
此外,这些低熔点添加剂会在最小的剪切力下快速熔化,成为粘度非常低的液体,与水相当。
另一方面,除了加热之外,聚合物还需要大量的机械能,促进整个熔化部分的进程。低熔点添加剂的存在会干扰聚合物的熔化,因为就其本质而言,低熔点物质是润滑剂。这种降低摩擦性的物质,会让聚合物滑过熔化部分,导致其可能无法完全熔化。小块聚合物也可能会以固体形式通过熔化部分,导致最终化合物的质量较差。
在下游的低熔点材料进料会使聚合物在引入这些组分之前完全熔化。添加剂通过侧进料器供给并快速熔化。然后它们很容易并入聚合物流中。
图4 显示了通用混合部分的草图。一个关键点是使用反向泵捏捏块来提供增加的剪切和返混,以确保完全混合。
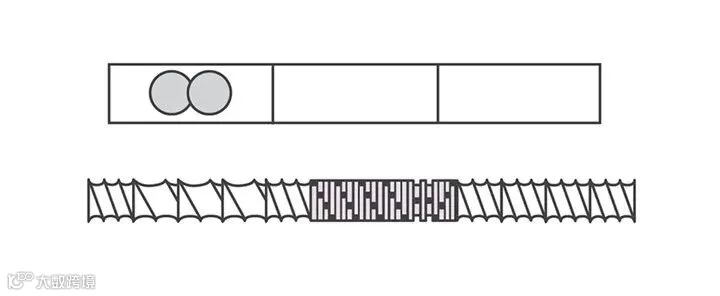
图4 在该通用混合部分中,使用反向泵捏合块来提供增强的剪切和返混,以确保完全混合。插图来源:K. Russell
饲喂液体
我们今天要讨论的最后一组添加剂是液体形式的。液体可以泵送到挤出机并直接注入熔体中。与低熔点添加剂一样,液体需要在聚合物完全熔融后添加。可以钻孔并攻入注射口,将其攻入开放式筒体的塞子中或攻入单独的1螺杆直径的长注射板中。
注射器由螺杆组成,其尺寸和螺纹与压力传感器或热电偶所用的相同。最简单的设计是通过其泵送液体的空心轴,且液体压力必须大于注射器正下方的聚合物压力,否则聚合物可能会回流到注射器中。
对于这种类型的注射器,最好在注射点使用中等螺距的输送元件,以确保压力相当低,同时最大限度地减少螺杆根部中液体积聚的可能性。优选直接在混合元件上注射,但根据泵的能力可能会很困难。
图5 显示了液体注射装置的草图。液体通过流量计泵入注射器。此处所示的注射器采用弹簧加载。泵产生的压力必须足以提升内部柱塞,打开注射器的出口。这种布置通过确保液体压力超过聚合物压力来防止聚合物回流到注射器中。
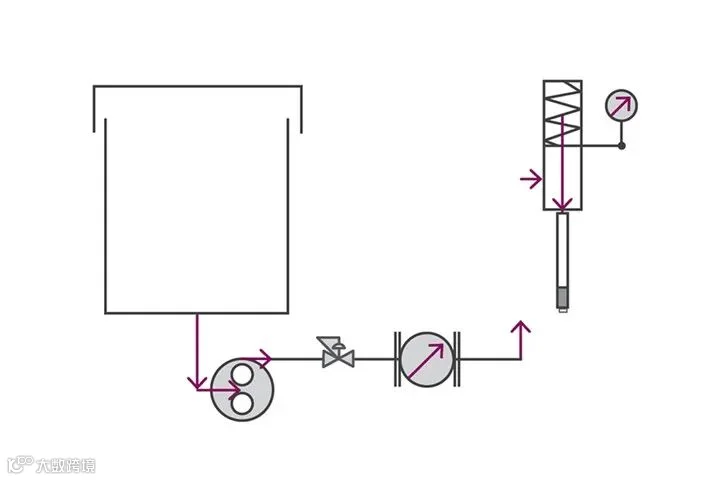
图5 液体注入单元由螺纹轴组成,其尺寸和螺纹与压力传感器或热电偶所用的相同。插图来源:K. Russell
一旦液体被注入到聚合物中,窄盘捏合块和随后的反向捏合块或反向输送元件会将液体完全掺入聚合物中。
我们开始本系列讨论如何组装和修改筒体以满足我们工艺的要求。我们现在已经用了三篇文章讨论如何将材料送入挤出机并熔化。在我们的下一次讨论中,我们将研究双螺杆中的混合、不同类型的混合以及螺纹元件如何影响所混合材料的质量。
推荐阅读
