

双螺杆挤出机的可配置性提供了独特的灵活性。上次我们讨论了机筒部分的功能以及如何移动机筒部分以优化混炼流程。【都知道螺杆组合,但双螺杆机筒组合的原理你真的清楚吗?】
在双螺杆挤出机中,螺杆设计是艺术与科学的结合。螺杆由一系列位于轴上的独立部分组成。这些段或元件可以根据沿挤出机长度所需的单元操作进行配置。每个螺纹元件都有特定的功能。元件设计和放置的微小变化会影响材料的混合、熔化或输送方式。
我们今天将开始讨论进料段的全啮合同向旋转双螺杆挤出机的螺杆配置。

进料部分的功能

显然,进料段的功能是接受进料到挤出机进料口的物料,并将固体输送到挤出机的熔化段。固体输送是发生在挤出机该区域的单元操作。大多数使用单螺杆的塑料工艺都是溢流式进料:挤出机料斗充满聚合物或聚合物与添加剂的混合物。螺杆的旋转将材料拉入挤出机或成型机。
另一方面,双螺杆挤出机处于饥饿状态。进料器以稳定、受控的速度将物料计量进入进料口。双螺杆挤出机的加工速率由进料器控制,与螺杆的转速无关。必须控制进料到双螺杆的材料量,以防止螺杆锁死,如果进料口被材料淹没,就会发生这种情况。
材料被喂入的机筒部分是进料口。这可以是第一或第二筒部分。饲料可以是自由流动的颗粒、粘性混合物(如糊状物)或体积轻的粉末。螺杆必须设计有长的开口螺纹,以允许进料落入螺杆的根部以被带入挤出机。
一旦材料被螺杆送入挤出机中,并沿着挤出机的长度输送到熔化部分,聚合物将在此处熔化。我们将在下一篇文章中专门讨论熔化部分。
进料段的长度可以根据整体混合要求而变化。设计螺杆时,要考虑在挤出机中发生的整体混炼过程。目标是简单地从粉末中造粒聚合物吗?还是加入一种玻璃或矿物填充化合物,还是重载颜料和添加剂的母料?进料段的长度应该被设计成根据需要延迟聚合物的熔化,直到需要进行熔化、混合和排气的阶段。
聚合物每次熔化时都会产生热积累。该热积累是聚合物熔化次数、聚合物保持熔化状态的时间以及处于熔化状态的熔体温度的函数。这种热历史对聚合物性能有直接影响。
在配混中,应在挤出机的设计和操作中考虑尽量减少聚合物热积累的措施。为此,在考虑混合产品所需的其他单元操作后才能确定进料段的长度。进料段可以根据需要短或长,以便聚合物在需要时熔化,但不会很快。

螺杆的构成

双螺杆挤出机中的每个螺杆都由螺纹元件沿着与挤出机机筒长度相等的螺杆轴配置。两个元件必须完美匹配才能让螺杆转动自如。
挤出机的每个部分都使用执行该部分所需功能的元件。进料段的功能是在材料不软化或熔化的情况下将固体输送到挤出机中,这一过程将保持固体的自由流动。
图1显示了一个标准的双叶输送元件。螺杆元件可以在圆柱形芯周围有一个、两个或三个单独的螺纹,尽管最常见的设计是具有两个螺纹的双叶设计。正如您在图1中看到的那样,端部呈椭圆形,每个梯段都从与另一个梯段成180°的位置开始。

(图1)双螺杆、同向旋转、啮合式混炼挤出机的输送元件俯视图。请注意,末端是椭圆形的,每段都从与另一段成 180° 的位置开始。(照片:CPM Century Extruders)

输送元件

定义输送元件的两个主要测量值是元件的长度和绕元件完成完整旋转的螺纹的轴向长度。螺纹长度越长,输送固体的通道越宽。同样,随着螺纹长度的增加,材料在单次旋转中移动得越远。
短螺纹长度的输送元件,也称为“紧密螺纹”,只能输送短距离的材料,而“宽螺纹”元件将沿着挤出机的长度输送更远的材料。
一些制造商用来识别其输送元件的一个系统是用一对数字表示螺纹长度除以元件的长度。
此类标签的示例包括:
25/25:一个长25毫米的输送元件,带有一个绕该元件旋转一圈同时沿轴向前进25毫米的螺纹。
40/40:该元件与25/25相似,只是元件本身更长 (40毫米) 并且需要40毫米才能完成环绕一整圈。40/40元件的螺纹比 25/25 宽得多,因此可以将材料输送到挤出机的更下方。
24/12:在这种情况下,需要24毫米才能完成一整圈,但元件只有12毫米长。这种元件允许工程师保持24毫米的输送距离,同时仅使用轴上12毫米的空间。
图2显示了一种用于挤出机进料口的特殊元件,称为SK元件或进料元件。与具有曲面的标准输送元件相比,推动物料的刮板一侧已被切掉,从而形成更平坦的表面,可在轴向方向上更多地推动进料。例如,这些元素将被指定为90/90SK。

图2 SK或进料元件用于混炼挤出机的进料口。(照片:CPM Century Extruders)
另一个常用术语指定具有以下布局的元件:
·元件类型:
a.COC或GFA指定输送元件。
b.COF表示喂料元件,类似于其他人使用的SK。
·航班(或波瓣)的数量:
“2”表示这些是双叶元件。
·输送长度
·元素的长度
图3 中可以看到这方面的一个例子。该图显示了一个标准的进料口设计,其中进料元件和输送元件被指定为COF-2-60-90,双叶进料元件为90-mm 长,行程为60毫米/转。
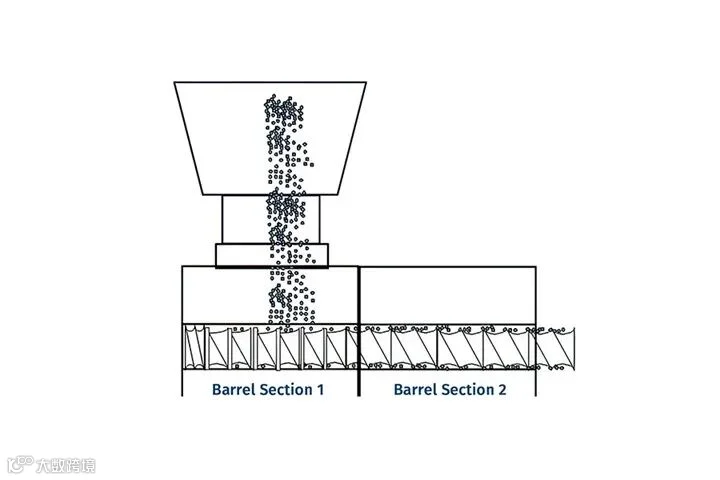
图3 在进料区设计螺杆时,目的是收集落入进料口的物料,并将其快速输送到挤出机中。显示了一个典型的馈电部分。(插图:K. Russell)

配置进料口

在进料区设计螺杆时,目的是收集落入进料口的物料,并将其快速输送到挤出机中。如图3所示,SK 元件(进料元件)直接位于进料口下方。元件的数量基于元件的长度。一些制造商将主要生产等于一圈长度的元件。其他人可能会制造更长的元件。进料元件之后是标准输送元件,通常具有与进料元件相同的螺纹长度,以便将物料平稳地输送到挤出机中。
通常使用过渡元件来简化从切口到标准输送元件的平滑弯曲轮廓的推动飞行。这消除了任何可能折断或材料可能堆积的锋利边缘。
进料段的其余部分由宽翼输送元件组成,一直到熔化段的起点。
一个紧密飞行的元件被放置在轴上的第一个位置,进料元件的上游,作为一种机械屏障,防止粉末和小颗粒通过填料函泄漏,这会导致过度磨损包装。

设计粉末进料口

粉末对进料提出了挑战,尤其是堆积密度低且粒径非常小的粉末。当轻粉末通过进料斗落下时,空气被粉末带下。粉末和空气的混合物占据了很大的体积,有效地堵塞了进料口,这将减少或停止聚合物进料。
此外,夹带的空气随后必须从挤出机中逸出。逸出的空气只有一条通道从挤出机中流出——向上进入进料斗。逸出的空气会向上流入进料斗,并可能导致非常轻的粉末流化。悬浮的粉末会积聚,直到它落入进料口并重复该过程。在进料口堵塞和粉末进料中断之间,夹带的空气会导致进料速度低和波动等问题。
最大限度地减少空气夹带并从粉末中去除空气对于保持经济的进料速度至关重要。一些挤出机制造商开发了特殊的螺杆元件和机筒技术,以缓解低堆积密度粉末和夹带空气的问题。由于这些技术因每个制造商而异,因此不在本次讨论的范围之内。
在我们的上一篇文章中,我们讨论了配置机筒,使进料口位于机筒第2部分。大气通风孔位于机筒第1部分,为空气提供通道,而不干扰下落的粉末。空气仍然被带入进料口,但现在可以向上游进入通风口,那里有一条清晰的通道供空气逸出。这使粉末更容易进料,并可提高进料速度。
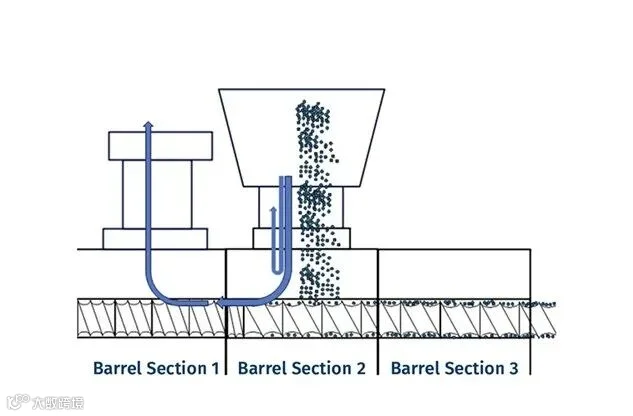
图4 在筒段 2 中进料粉末,筒段 1 作为后部通风口,如图 4 所示。气流由蓝色箭头表示。(插图:K. Russell)
图4 显示了在第2段筒体中喂入粉末,第1段筒体作为后部通风口。气流由蓝色箭头表示。与标准进料口配置一样,SK输送元件直接位于进料口中,然后是标准输送元件。本节中的SK进料元件和输送元件都应是具有最大螺纹长度的元件,可用于给定的挤出机直径,以提供最大的通道宽度来承载粉末。
在进料口的上游,紧密的输送元件用于连续向前推动任何粉末,再次起到机械密封的作用。剪切间隙越紧,可用于防止粉末回流的向前运动就越多。但是,空气可以穿过这个筒并从通风口流出,因为这些元件中不应填充有太多材料(如果有的话)。
当我们沿着挤出机的机筒继续前进时,我们将在下一专栏中讨论双螺杆熔化段的螺杆配置。
扫描二维码,加入共混圈

推荐阅读
