




同向旋转双螺杆挤出机的熔化机制是独特的。单螺杆工艺依靠来自机筒的热量以及机筒壁与螺杆螺纹之间输送的聚合物之间的摩擦来熔化聚合物。而双螺杆挤出机使用捏合块对聚合物进行机械加工,以拉伸、剪切和折叠聚合物以产生热量。
在上一篇文章(专题翻译系列:如何配置双螺杆挤出机丨进料段螺杆配置)中,我们讨论了将聚合物和其他原材料喂入挤出机,并将挤出机中的固体颗粒输送到熔融段,这是沿着挤出机螺杆延伸方向的下一个操作单元。在本文中,我们将讨论捏合块如何是如何熔化聚合物,以及熔化段的设计如何影响材料的熔化方式以及熔化温度和质量。


熔化部的功能
所有配混操作均在熔融状态下进行。这是一个显而易见的说法,但配置螺杆来熔化聚合物并非易事。过于剧烈的熔融段会导致熔融温度过高,这可能会超过聚合物的降解温度,从而可能导致聚合物降解或烧焦。
或者,太温和的熔融段可能无法充分熔化聚合物。聚合物类型、粒度分布和材料熔点都会影响熔化过程中发生的力学效应。过于温和的熔化区可能会让未熔化的颗粒通过,从而导致产品不均匀。
图1 显示了组装好的熔化段的图片。固体材料从进料口输送(从图中的右侧开始)。当固体从输送元件被推到捏合块上时,圆盘的剪切作用会拉伸并拉动材料。进料的固体颗粒被混合,同时施加给聚合物的功导致材料本身的温度升高。温度升高反过来又导致聚合物软化,然后熔化。
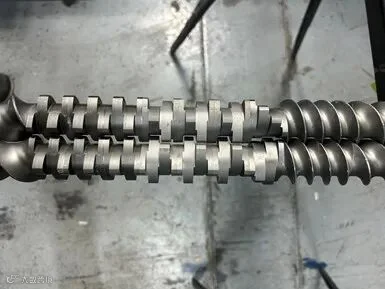
图1 Leistritz 40-mm MAXX 挤出机 中的熔化部分。(照片:Polymers Center)
捏合块
捏合块由一系列圆盘或桨组成,其中每个圆盘与前一个圆盘偏移固定的角度。这个交错角和每个圆盘的宽度决定了捏合块所施加的工作的强度。交错的方向也决定了捏合块是将物料输送到下游(向前输送)还是上游(向后输送)。
捏合块不仅可以用于熔化,还用于混合。混合和熔化动作在挤出机的熔化区同时发生。在本文中,我们将讨论熔化机制。我们将在以后的文章中重点讨论混合。
图2显示了一个前向输送捏合块。从捏合块的末端看,该元件上的每个圆盘都与其前一个圆盘偏移 60°。还应该注意的是,从一个圆盘到下一个圆盘的一般运动是顺时针方向的。这与输送螺杆的旋转方向相同。
当该捏合块在螺杆中转动时,其旋转将推动聚合物向前——即向前输送捏合块。
交错角影响传递给聚合物的能量,部分取决于聚合物向前输送材料的量。就输送元件而言,螺杆的旋转将聚合物向前推动。同样,前向输送捏合块也将大部分聚合物向前推动。一些聚合物经过盘的末端并在机筒壁上被剪切,一些聚合物转移到另一个螺杆的相邻捏合块,并且少量回流到机筒的上游。这三种作用的结合导致聚合物温度升高并将聚合物向前输送。

图2 60°前向输送捏合块。(照片:ENTEK)
一些制造商用来标记捏合块的方法可以在图2-4中的捏合块侧面的蚀刻上看到。捏合块的简写编码使用以下编码:
KB#-2-##-XX,其中:
KB6 — 表示具有六个圆盘的捏合块。
2 — 表示该单元是双叶单元。圆盘的形状是椭圆形。这类似于输送元件,其中双叶元件具有两个彼此成180°的独立螺纹。
## — 第一个数字是元件的长度(以毫米为单位)。所示捏合块的长度均为60毫米。
XX — 第二个数字是交错角。在图2中,角度为60°。在图3中,角度为90°。
其他也有供应商将其捏合块指定为:
KB##/X/%%,其中:
KB — 指定捏合块
## — 指定圆盘之间的角度
X — 表示圆盘数量
%% — 元素的长度(以毫米为单位)。
盘间夹角为30°的捏合块可实现最小程度的混合,并以最佳方式向前输送材料。45° 捏合块为聚合物提供了更多的能量,同时增加了混合,但向前输送稍少。60°捏合块的向前输送能力较差,但混合效率更高,并向材料传递更多能量。
随着交错角的增大,捏合块的向前泵送能力逐渐减小,直至交错角达到90°。在90°时,捏合块处于中性,聚合物被混合,但由于捏合块的旋转而不会向前移动。图3显示了圆盘彼此成90°排列的中性捏合块。
随着输送能力降低,更多的聚合物通过每个盘的末端,导致更多的能量被传递到聚合物并增加混合。

图3 90°中性捏合块。(照片:ENTEK)
盘宽度
另一个极大影响双螺杆挤出机熔化的因素是盘的宽度。捏合块可由少至三个盘和多至七个盘组成,但通常每个捏合块具有四个或五个盘。通常,盘的数量是恒定的,只是会调节捏合块的长度以增加或减少盘的宽度。
圆盘越宽,传递给聚合物的能量就越多。当捏合块在挤出机中旋转时,聚合物只能沿两个方向之一流动:流过每个圆盘的尖端或围绕一个圆盘流向下一个圆盘。
增加圆盘的宽度会导致更多的聚合物流过圆盘的尖端。窄盘捏合块基本上会切开聚合物,而宽盘则更像犁。
圆盘尖端和筒壁之间的空间是剪切速率最大的地方。通过该区域的聚合物在挤出机中受到最高的剪切力。宽盘捏合块将比窄盘捏合块赋予聚合物更多的能量。这种增加的能量输入将导致更高的熔体温度。
反向输送捏合块

图4 反向输送捏合块。(照片:ENTEK)
熔化部分使用的最后一种捏合块是反向输送捏合块。这种类型的捏合块是最严酷的,因为它将熔融聚合物泵回上游。在这种情况下,交错角越小,对聚合物的作用越剧烈。
图4显示了反捏合块。对于许多制造商来说,前向输送元件向右旋转。捏合块的一个圆盘到下一个圆盘的旋转方向是顺时针方向。因此,反向输送元件具有逆时针旋转的刮板或盘。这些制造商使用与正向输送元件相同的命名法来指定反向输送元件,后跟“ LH”。LH 代表左手,因为这些元件是左手元件,而前向输送元件是右手元件。
其他制造商用字母“RE”来指定反向输送元件,代表反向元件。其原因是这些螺杆元件以与相邻元件相反的方向旋转。
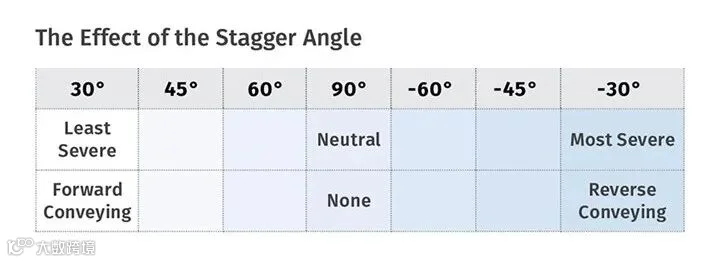
交错角的效果见附表:
组合熔融段
熔化部分的设计取决于所加工材料的类型。在设计螺杆配置的熔融段时,必须考虑诸如聚合物是结晶还是无定形、熔体粘度高还是低、或者在其分解温度附近加工等因素。
饲料的状况也很关键。通过进料口进料的是仅一种聚合物还是几种聚合物的混合物?哪些类型的填料和添加剂与聚合物一起添加?一种或多种添加剂的熔化温度是否明显低于聚合物?这些因素会影响最适合的捏合块类型。由捏合块的连续部分组成的熔化区是否合适,或者交替捏合块和输送元件的配置对于所混合的材料来说是更好的设计吗?
我经常重复的一件事是,虽然我们可以讨论螺杆元件作用背后的科学,但螺杆设计是一门艺术。工程师会设计不同的螺钉来实现相同的功能。这并不一定意味着一种设计是错误的而另一种设计是正确的。它们可能只是不同,但如果产品质量符合要求,两者都是可以接受的。
图1 显示了40毫米双螺杆挤出机的熔化部分。该挤出机的捏合块各由四个圆盘组成。固体材料由传送元件从照片的右侧输入。熔融区中的第一个元件是一个30°捏合块,随后是三个60°捏合块。三个90°中性捏合块完成了熔化部分。
当进料进入熔化区时,它从输送元件转移到30°捏合块。这有助于将进料拉入熔融区并从输送元件过渡到捏合块,同时将聚合物回流降至最低。然后60°捏合块提供更强的功输入以开始熔化过程,同时仍向前输送材料。最有可能的是,聚合物在30°捏合块的末端和第一个60°捏合块的中间之间开始熔化。
90°捏合块有两个功能。第一个是向聚合物施加更高的能量以熔化聚合物并将熔化温度升高到加工的推荐温度。90°捏合块执行的第二个功能是充当限制器,防止材料过快地通过熔化区。这确保了聚合物在熔融区中的局部停留时间足以确保通过熔融区的所有聚合物都是熔融的。90°捏合块产生的限制将充当熔体坝,增加螺杆该区域中熔融聚合物的填充量。
一些替代设计包括以下内容:
• 反向捏合块:可使用左手捏合块来增加熔化段末端的限制量。通过增加捏合块加工聚合物的时间,向上游泵送材料可以改善熔融,特别是结晶聚合物和高温聚合物。
• 反向输送元件:左手输送元件比左手捏合块更加严酷。这提供了更多的回流,以实现更好的混合、增加熔体的均匀性并赋予更高的熔体温度。有些配方甚至需要使用左手捏合块,然后使用左手输送元件。
• 将捏合块与输送元件分开:对于某些聚合物,单个长系列捏合块并不是最佳配置。可能导致的一些问题包括熔体温度过高以及由于流动不均匀或熔化不均匀而导致挤出机出现喘振等。一种方法是设计几个由输送元件分隔开的短熔化段。这可以配置为例如两个45°捏合块,随后是90°捏合块,重复一次或两次,随后是反向45°或60°捏合块,以确保完全熔化。
现在聚合物已经熔融,我们下次将讨论如何将其他材料(例如液体、低熔点添加剂和纤维)添加到熔体中。
推荐阅读
