

配混中混合的两种主要类型是分散和分布。很多时候,新工程师和非技术专业人士会混淆这些术语。
当我们确实希望添加剂均匀分布在整个聚合物基质中时,我们会声称我们需要改善分散性。或者我们将螺杆设计为具有分布混合元件,但物料容易结块,需要先分散后才能分布。
这篇文章,让我们探讨这些类型的混合有什么不同,以及如何提升其中的一种类型而不是另一种类型。
当材料被送入双螺杆挤出机时,材料从喂料器掉落到进料螺杆上。对于本次讨论,我们将假设每种材料都是单独且独立的,就像单独喂料一样。实际上,材料可以通过单独的进料器单独进料,或者材料可以预先混合成单个批次。
图1显示了在共混过程中如何混合一种特定成分。原材料作为初始混合物加入时,按下图所示,显示了一种特定成分,其中该成分的大颗粒聚集在一起。我们可以假设方框中的白色区域是熔融的聚合物基体。该图表明材料聚集成较大的颗粒,这些颗粒必须被分解,然后才能散布到整个聚合物中。
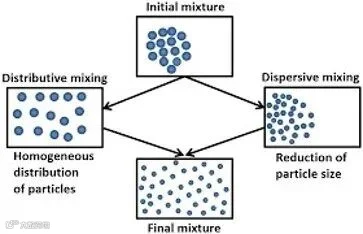
图1 需要分布混合和分散混合才能产生均匀的化合物。
资料来源:K.拉塞尔
分散是将较大颗粒破碎成较小颗粒直至其达到最终最小颗粒尺寸的作用。需要分散来分解容易结块的粘性材料。
分布是将颗粒均匀地混合在整个聚合物基质中。
在双螺杆挤出机中,这两种机制大多同时发生,但可以根据需要进行调整以强化其中的某一种。
材料可以分布但不能分散。这如图1的左侧所示。颗粒均匀地分布在整个聚合物中,但仍然保留为大的附聚物。这会导致整个材料中添加剂的浓度不均匀。对于着色剂,该部分可能看起来有斑点且不均匀。
材料也可以是分散的但不是分布的。图1的右侧显示颗粒已减小至最终的最小尺寸。但它们集中在聚合物的一个区域。这可能是由于挤出机内的喘振、添加剂的进料不均匀或不一致或未通过挤出机螺杆分配的不良预混物造成的。
当然,我们需要分散和分布混合来产生均匀的化合物,如图所示。设计具有适当混合元件的螺杆可提供正确大小的剪切力,以确保在适当时利用分散和分布。
什么时候需要分散
许多复合操作通常不需要分散。许多添加剂和填料本就是以自由流动、独特的单个颗粒的形式被喂入,它们需要分布在整个聚合物中才能完全结合。
但对于容易粘在一起成块或结块的材料,需要进行分散。
炭黑是对附聚物具有高亲和力的粘性材料的最佳例子之一。炭黑的各个颗粒在燃烧反应过程中熔合在一起形成聚集体。这些聚集体是炭黑的初级颗粒,也是炭黑在配混过程中可以分解到的最小尺寸。炭黑聚集体通过弱力结合在一起形成附聚物。附聚物必须分散在聚合物内,才能生产完全且均匀地呈现所需黑色的化合物。
在双螺杆挤出机中混合
双螺杆挤出机中用于混合的主要元件是捏合块。捏合块将剪切力施加到正在复合的材料上,以通过分散、分布和均质化来混合这些材料。
图2显示了一个典型的捏合块。捏合块在混合方面的三个关键属性是元件的长度、盘的数量以及盘相对于彼此的交错角。图中所示的捏合块长60毫米,有6个圆盘,每个圆盘的宽度为10毫米。如果捏合块较短,例如30毫米长,则每个圆盘的宽度仅为5毫米。当然,如果捏合块的长度是原来的两倍,那么假设圆盘的数量不变,每个圆盘也会按比例变宽。

图2典型的中性捏合块。来源:ENTEK
圆盘的宽度对施加到聚合物上的剪切力有直接影响。图3和图4分别显示了捏合块中的单个圆盘。图3中的宽圆盘绕螺杆轴旋转时,在圆盘前面形成一汪熔融聚合物。圆盘对聚合物施加压力,在材料中形成沟槽时会将材料“拍”到机筒内壁上。这里的剪切力相当高,促进了分散。
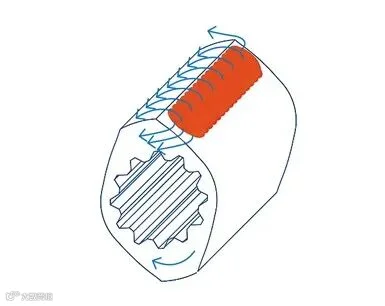
图3 分散捏合盘。资料来源:莱斯特瑞兹
随着圆盘宽度变窄,聚合物围绕圆盘流动,如图4所示。捏合块的窄圆盘以剪切动作切过聚合物。该作用主要通过搅拌聚合物和添加剂来促进分布混合。熔体被一个圆盘分开,然后被另一个圆盘覆盖。
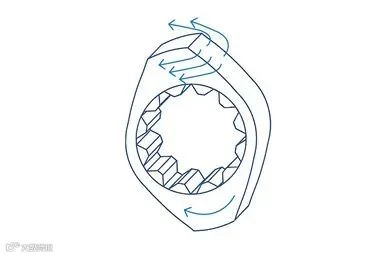
图4分布式捏合盘。资料来源:莱斯特里兹
因此,螺杆设计中关于混合的首要考虑因素是捏合块圆盘的宽度。如果需要分散,那么宽盘是有益的。如果材料只需要分布在整个聚合物基质中,则优选窄盘。
交错角的影响
混合时,交错角是另一个要考虑的因素。交错角越小,在挤出机中向下游输送的聚合物就越多。随着交错角的增加,螺杆该区域的向前运动减少,导致聚合物在挤出机中回流。当材料被阻挡时,聚合物上的功增加,因为螺杆每转一圈化合物的向前运动减少,从而实现更强烈的混合。
当交错角达到90度时,物料因螺杆的转动而根本不再移动,因此90度捏合块是中性输送元件。事实上这种情况下发生的向前运动是由于材料被迫从上游元件喂入后,推动化合物沿着挤出机移动。
反向泵送元件(也称为左旋元件)将材料泵送到挤出机的上游,以抵抗整个挤出机内的向前运动。上游正向输送元件和中间或反向输送元件之间的这种平衡导致混合段被材料高度填充。相比之下,仅由向前输送捏合块(可能全部为45度角捏合块)组成的混合部分在该部分中的材料最少,因为它会在到达时尽快被推出。
在所有情况下都希望实现强混合非常诱人,你可以放心一切都是分散充分的。但,在所有情况下都这么做将是一个错误。
混合多少才是合适的?
混合越剧烈,赋予化合物的功就越多。随着工作量的增加,熔体温度会显着升高。
1.较宽的圆盘会产生更高的剪切力,从而导致熔体温度升高。
2.更强烈的混合部分(许多反向或中性捏合块)将导致化合物的加工量更大,这又会导致更高的熔体温度。
3.还必须设计限制性混合部分,以确保有足够的向前运动,从而不会阻碍速度。
4.同样,混合部分太温和可能会导致混合不均匀和产品质量差。
两种不同螺杆设计的混合段如图5所示。上面的螺杆强度更大,因此具有更分散的特性。该混合部分使用较宽的盘,两个捏合块具有较大的交错角,随后是中性捏合块和反向捏合块。诸如此类的设计可与难以混合的颜料或填料的高含量一起使用。下面的设计仅显示了前向输送捏合块,后面是单个中性捏合块。这里的想法是在最小的压力下将添加剂轻轻地搅拌到聚合物中,当混合玻璃纤维或玻璃珠时可以使用这样的设计。
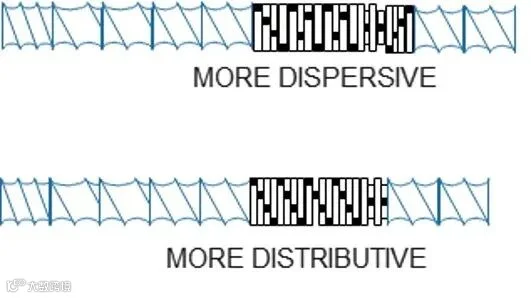
图5 两种螺杆设计的混合段。上侧螺杆强度更大,从而产生更分散的特性。资料来源:K.拉塞尔
关于混合部分的“结束”需要注意一点。正如我在之前的文章中提到的,螺杆设计是科学与艺术的结合。每个螺杆设计师都会以不同的方式进行设计。我更喜欢用中性捏合块、反向捏合块甚至反向输送元件(最严格的泵送元件)来结束大部分混合部分(>90%)。这样做的目的是确保混合部分的填充程度,使得混合相当有效。
一些设计师会放置一个由所有输送元件组成的分布式混合部分。虽然这种设计的目的是轻轻地搅拌混合物,但我的经验表明,这会导致混合部分相对空心,效率很低。此外,由于该混合部分的填充度较低,这些捏合块往往会像搅拌器一样“搅打”聚合物。这种搅打动作实际上会增加熔体温度并损害某些添加剂(例如纤维)的长径比。当混合部分具有较高的填充度时,其工作似乎更有效且更温和。
这必须与可能导致材料过度加工的严重逆流相平衡。平衡是螺杆设计的关键。
点击关注共混人都在关注的视频号吧!
推荐阅读
