
摘要 金刚石微粉的粒度及质量检验对产品使用性能有重要影响,本文对金刚石微粉的粒度检验及质量判断做了介绍说明,并介绍了作者最新创新制样方法,该方法可以直观清晰地检测微粉的粒度、颗粒形状,并可方便地判断微粉的强度、切削力,对指导生产实践非常具有价值。
关键词 金刚石微粉;粒度;质量检验;创新制样
通常,磨料的粒径在54 μm以下的粉状物料称为微粉,微粉中颗粒直径小于5 μm的又称为精微粉。3.5 μm以粗的微粉采用沉降法分选,3.5 μm微粉以细的混合料采用离心法分选。
金刚石微粉主要用于非金属硬脆材料的精磨、研磨和抛光。一般0~0.5 μm至6~12 μm用于抛光,5~10 μm至12~22 μm用于研磨,20~30 μm以粗用于精磨。金刚石微粉主要用于以下四个方面:〔1〕直接使用,制成研磨膏。广泛用于硬质合金、高铝陶瓷、光学玻璃、仪表宝石、半导体等材料制成的刃具、量具、光学仪器、电子器件等精密零件的抛光,其加工粗糙度可以达到镜面。〔2〕大量用于制造精磨片、超精磨片、电镀制品。〔3〕用于制造多晶金刚石烧结体,如地质、石油钻头,切削工具、拉丝模等。〔4〕用于研磨液和抛光液的制造。
1 金刚石微粉的粒度检验
1.1 粒度检验要求
金刚石微粉主要做研磨和抛光用,粒度的控制特别重要,只要有超尺寸的粗颗粒就会造成工件划伤,使前道工序的工作前功尽弃,因此微粉质量检查是保证微粉产品质量的重要环节。只有认真对待才能生产出高质量的微粉,满足用户使用的需求。
金刚石微粉的质量检验,采用国家标准JB/T7990—2012规定的方法检验,检验项目主要包括尺寸范围、粒度分布、颗粒形状、杂质含量等。金刚石微粉的主要粒度分别为M 0/0.25、M 0/0.5、M 0/1、M 0.5/1、M 1/2、M 2/4、M 3/6、M 4/8、M 5/10、M 6/12、M 8/12、M 8/16、M 10/20、M 15/25、M 20/30、M 25/35、M 30/40、M 35/55、M 40/60、M 50/70。特殊应用的粒度尺寸范围由供需双方商定。
表1是M 0.5/1的尺寸范围。
表1 M 0.5/1的尺寸范围
粒度标记 |
公称尺寸范围D /μm |
D5(最小值) μm |
D50* μm |
D95(最大值) μm |
最大颗粒μm |
M0.5/1 |
0.5~1 |
0.5 |
0.75±0.15
|
1.0 |
3.0 |
注:*D50是指一个样品的累计粒度分布百分数达到50%时所对应的粒度,它的物理意义是粒径大于它的颗粒数占50%,小于它的颗粒数也占50%,D50也叫中位径或中值粒径,常用来表示粉体的平均粒度。
1.2 粒度检验方法
在生产实践中,主要采用激光衍射法测量金刚石微粉颗粒直径,常用仪器有英国马尔文Mastersizer2000激光粒度分析仪、美国Microtrac公司的S3500系列激光粒度分析仪和X100激光粒度分析仪器等。
激光粒度分析仪器的原理是:当光线照射到颗粒上时,散射和衍射就会发生,其散射和衍射光的强度均与粒子的大小有关,观察其光强度,可应用夫琅和费衍射理论和Mie散射理论求得颗粒直径分布。在测量时要注意粉体的分散问题,避免粉体颗粒团聚。
激光粒度分析仪器的优点是测量方便快捷、重现性高,能很好的测出样品的粒度分布曲线和集中度;越是球状颗粒,测量的越准确,在行业中普遍采用。它的缺点是对不规则形状和长条颗粒测的不准确,数值测的偏低。这可能与它本身测量原理有关:在软件测量计算时,把不规则形状和长条颗粒折算成球形,然后计算出球体直径作为颗粒尺寸,所以测量数据偏低。为了克服这个缺点,在生产实践中,采用图像法和生物显微镜法进行检验,主要检查大颗粒和长条颗粒,激光粒度分析仪和显微镜检验相互结合的双检法,保证了微粉的质量。国内主要微粉厂家,如河南惠丰、河南华晶微钻、河南联合磨料、河南四方达、河南鸿祥、河南亚龙、河南力量新材、漯河泰隆超硬材料、河南金日、北京达立德、湖南凯特等企业中均有应用。
图2是国内M 0.5/1.5微粉的激光粒度分析仪的报告。从图2可见:该微粉粒度分布集中,很均匀。
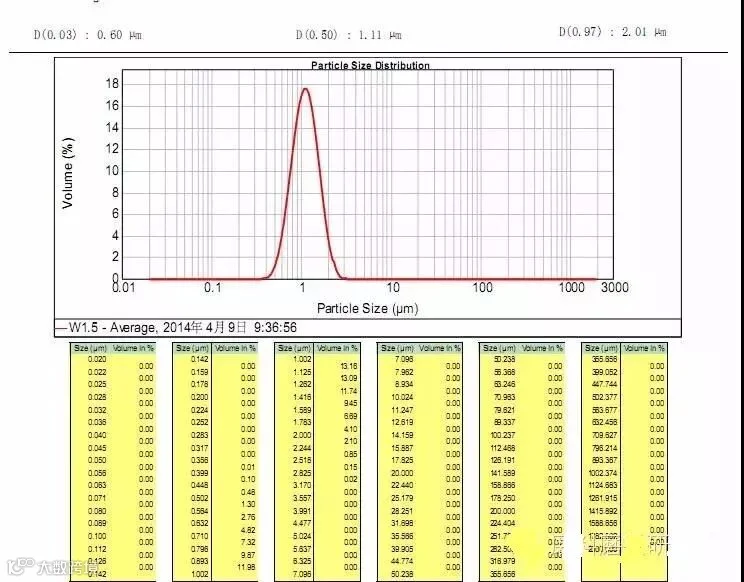
图2 M 0.5/1.5微粉的激光粒度分析报告
2 微粉质量检验
2.1 微粉粒度测量方法
微粉的颗粒尺寸测量,有多种仪器可以使用。例如,生物显微镜、投影显微镜、图像分析仪、投射式电子显微镜、扫描电子显微镜、库尔特粒度分析仪等。生物显微镜观察微粉时,选择合适的放大倍数。观察1.5 μm以细的微粉,最好放大1500倍或者2000倍观察,效果比较好;生物显微镜观察,最细微粉可到0.25 μm。小于0.25 μm的微粉,最好采用扫描电子显微镜观察。
微粉的粒度分布对材料的切削效率及研磨粗糙度都有一定的影响。对精磨和抛光工艺来说,总是要求微粉中粗粒含量要少,长条颗粒要少,基本粒度含量要高,要集中,粒度组成均匀。特别是用于电镀制品的微粉,要求微粉的等高性要好,粒度组成均匀,这样在电镀时候比较容易控制微粉的出刃高度,制品使用效果好。
图3是国内质量比较好的W 1的金刚石微粉照片,粒度分布均匀。

图3 W 1微粉的生物显微镜照片(×1500)
2.2 微粉颗粒形状的检验
微粉的颗粒形状,在抛光时,以近似球形颗粒和等积形为好。在微粉标准中,针棒状颗粒是指,长轴与短轴之比超过3:1。超过最大颗粒尺寸的针棒状颗粒,在微粉中不能有,但长度在最大公称尺寸和最大颗粒之间的针棒状颗粒,允许不超过3%。
在显微镜下透光观察是透明的片状颗粒,尺寸小于D5的可以不计,金刚石微粉中片状颗粒不超过5%。
图4是针棒状较多的M1/3的金刚石微粉。从图4可以清晰的看到长度为4.5 μm的长条颗粒,这是最普通的金刚石微粉。
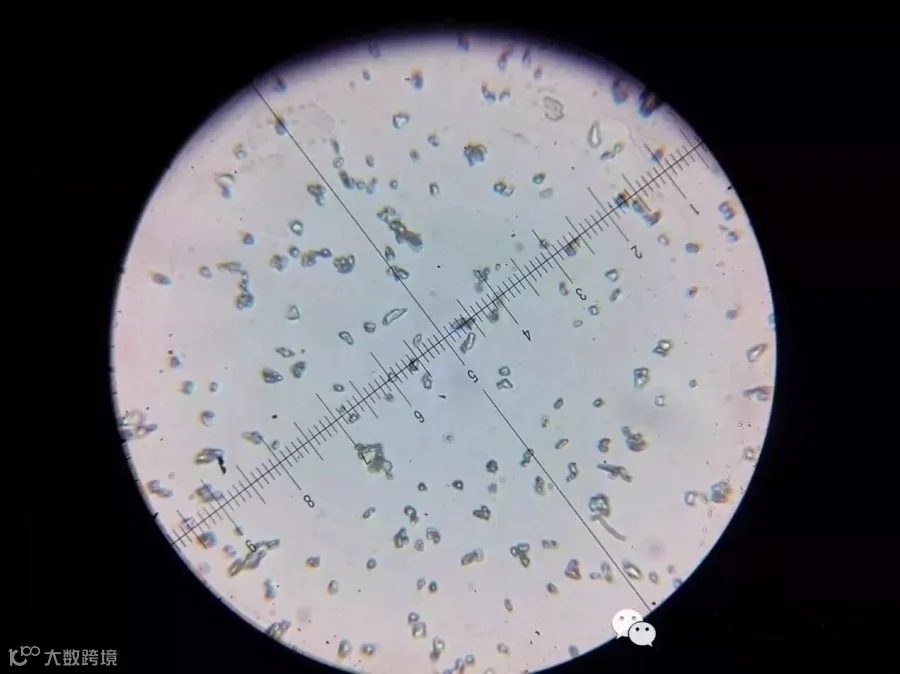
图4 针棒状较多的M 1/3的金刚石微粉
2.3 微粉杂质含量的检验
各种粒度的金刚石微粉杂质含量不超过2%,包括金属杂质和非金属杂质,主要有:Si、Fe、Mn、Co、Ni、Ti、、Ca、Mg、Na 等。复合片微粉要求的质量比较高,杂质含量控制在约50 PPM以内。
用燃烧失重法测定微粉中的杂质,从样品中称取0.5 g微粉,放入恒重的坩埚内,置于马弗炉中,在1000 ℃灼烧至恒重,残留物重即为杂质量,计算出质量百分比。