
人造金刚石和CBN具有很高的硬度和耐磨性,是目前自然界中最硬的物质。作为超硬材料广泛应用于各类制品,用于磨具类制品:如砂轮、磨头油石,滚轮等;切割工具类:各种石材的锯片、锯条;地质钻探类:地质钻头、护孔器;工具类:如车刀、铣刀、镗刀、铰刀、锉刀、拉丝模等。
(1)人造金刚石的莫氏硬度为10,显微硬度为10060 kgf/mm2。
(2)人造金刚石的耐磨性比硬质合金高40-200倍,比热处理的合金钢和 高速切削淬火工具钢高2000-5000倍,比刚玉高90倍。
(3)比重一般在3.52g/mm3 左右。
(4)人造金刚石在常温下具有很好的化学稳定性,不与酸、碱发生反应。
(5)人造金刚石的颜色常见的是黄绿色,并且比较稳定,一般的物理化学作用不致使其改变。
(6)人造金刚石大约在720℃左右开始氧化,如果将金刚石在惰性气氛加热,在1500℃时开始石墨化。
(7)CBN性能与金刚石接近,但耐热性能更高。
1人造金刚石的型号
(1)RVD为树脂和陶瓷结合剂用金刚石磨粒,适用于加工硬质合金,其产品的颗粒形状不规则,脆性大。镀镍产品标志为RVD-N;镀铜产品标志为RVD-Cn。
(2)MBD为金属结合剂磨具,电镀制品用金刚石磨粒,适用于加工玻璃、陶瓷、软石材等高脆性非金属材料。
(3)SCD为加工钢和硬质合金专用金刚石磨粒。该产品的颗粒形状多为等积形,晶体表面不规则,具有一定的脆性,是今后待发展的品种。
(4)SMD为锯切,钻探及修整工具用金刚石磨粒,该产品颗粒形状规则、晶体完整、晶面光滑、韧性较大、机械强度较高、包裹体含量少、透明度高、多为六面体-八面体聚形和八面体晶体。
(5)DMD为修整工具或其它单粒工具专用金刚石。适用于加工硬质石材、钢筋混凝土及硬质非金属材料的刻划等。
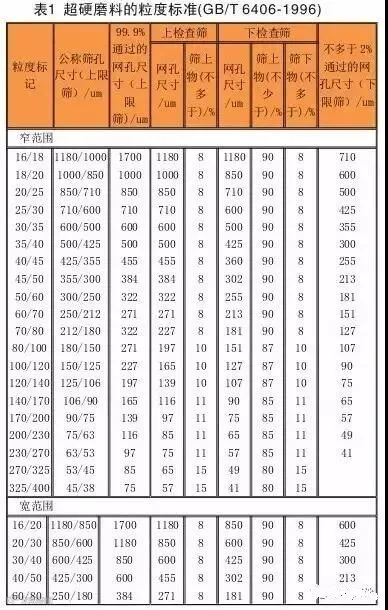
2人造金刚石的粒度标准
3金刚石和CBN金属结合剂磨具使用的金属结合剂
金刚石和CBN金属结合剂磨具使用的金属结合剂可以用金属粉配制也可以使用专用的合金金属粉,可选用的部分金属结合剂列于表2。

4金刚石和CBN金属结合剂磨具中的磨料浓度
金刚石和CBN金属结合剂磨具使用的金刚石和CBN有不同的浓度,不同浓度的金刚石和CBN所含的数量见表3。

5金刚石和CBN金属结合剂磨具的配方计算
1. 浓度和质量
A—浓度
Av—金刚石和CBN的单位体积Av=A×0.25 cm3Ad—金刚石和CBN的单位质量Ad=A×0.88 g/cm3
2. 金属结合剂
M—金属结合剂
Mv—金属结合剂体积
Mv=1-Av
Md—金属结合剂质量
Md= Mv×d
d—合金密度g/ cm3
3. 型料
Vd—磨料+合金的质量
Vd=Ad+ Md
R—润湿剂量
R= Vd×(7/1000),(液体石蜡)
4.使用镀覆的金刚石和CBN磨料量=Ad+增重合金量=Md-增重
5.成型单重
D—成型单重D= Vd+R
6金刚石和CBN金属结合剂磨具的配方计算实例
1. 磨具规格:11A2 MBD 100/120 M 100
金刚石型号:MBD 100/120
金属结合剂:M4 Cu75Sn18Ti7 d=8.35g/ cm3
浓度:A=100%
2.磨料质量:Ad=A×0.88g/cm3=100%×0.88g/cm3=0.88g/cm3
3.合金质量:Md= Mv×d=(1-100%×0.25)×8.35g/cm3=6.26g/cm3
4.干料密度:Vd=Ad+Md=0.88+6.26=7.14g/cm3
5.润湿剂:R= Vd×7/1000=0.05g/cm³
6.成型单重:D=Vd+R=7.14g/cm3+0.05g/cm3=7.19g/cm