一、为什么要蒸纱?核心作用与价值
蒸纱的本质是“纱线的湿热调理”,解决纱线在纺纱过程中产生的 “内在问题”,具体作用可分为 6 点:
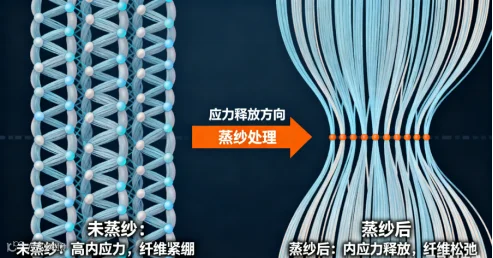
1. 消除内应力,减少织造断头
纺纱时,纤维经过牵伸、加捻,会产生大量内应力(类似被拉伸后未回弹的弹性势能),导致纱线刚性大、易脆断。蒸纱时,湿热环境让纤维分子链松弛,内应力逐渐释放,纱线变得柔软、有弹性,后续织造(织布、针织)时能更好地承受经纬向拉力,断头率可降低 30%-60%,大幅提升生产效率。
2. 稳定捻度,防止纱线 “退捻 / 松捻”
加捻后的纱线若直接使用,在织造张力下可能出现“退捻”(捻度减少)或 “捻缩不均”,导致面料出现条痕、松紧不一。蒸纱通过湿热定型,让纱线的捻度结构固定(类似头发烫后定型),后续加工中捻度稳定,面料纹理均匀、尺寸稳定。
3.改善纱线手感,提升面料品质
未蒸纱的纱线手感粗糙、僵硬,尤其是化纤纱(如涤纶、锦纶);蒸纱后,纤维表面的摩擦系数降低,纱线变得顺滑、柔软,织出的面料手感更细腻,亲肤性更好(如纯棉面料更柔软,化纤面料减少“刺痒感”)。

4. 去除杂质与毛羽,优化外观
纺纱过程中,纱线表面会附着短纤维毛羽、灰尘,甚至少量油污。蒸纱时的高温蒸汽能软化并去除部分毛羽(让短毛羽贴服在纱体上),同时带走灰尘和微量油污,使纱线表面更光洁,织出的面料不易起毛起球,色泽更均匀。
5. 平衡回潮率,适配后续加工
不同纤维的“标准回潮率” 不同(如棉纱标准回潮率 8.5%,涤纶 0.4%),若纱线回潮率过高或过低,会影响织造时的张力控制和染色均匀性。蒸纱可通过调整蒸汽湿度,让纱线回潮率达到标准值,避免染色时出现 “色差”“色花”,或织造时因纱线过干断裂、过湿粘连。
6. 预处理化纤纱,提升染色牢度
化纤纱(如涤纶、尼龙)的分子结构紧密,直接染色时染料难以渗透。蒸纱(尤其配合预定型)能让化纤纤维的分子链适度张开,后续染色时染料更容易吸附,染色牢度(耐洗、耐磨)提升,同时减少染色时的色差。
二、蒸纱工艺:流程、参数与关键环节
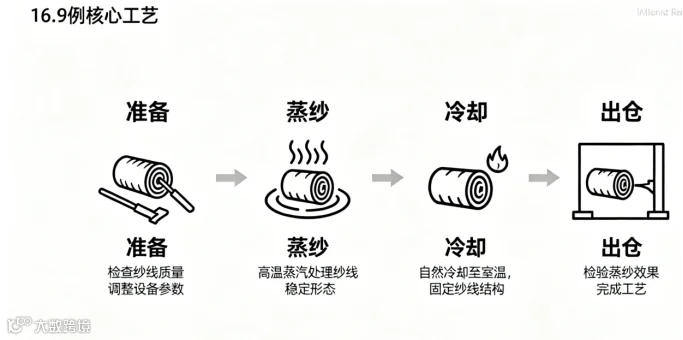
蒸纱工艺需根据纱线材质(棉、麻、丝、化纤、混纺)、用途(织布、针织、绣花)调整参数,核心流程分为“准备 - 蒸纱 - 冷却 - 出仓” 四步,关键在于控制 “温度、湿度、时间” 三要素。
1. 工艺核心三要素(不同纱线参数参考)
纱线类型
|
蒸纱温度(℃)
|
蒸纱时间(h)
|
相对湿度(%)
|
核心目的
|
纯棉纱
|
95-100
|
1-2
|
90-95
|
消除内应力、软化手感
|
涤棉纱(T/C)
|
100-105
|
1.5-2.5
|
85-90
|
稳定捻度、平衡回潮
|
涤纶纱
|
110-120
|
2-3
|
80-85
|
预定型、提升染色渗透性
|
锦纶(尼龙)纱
|
105-110
|
1-1.5
|
85-90
|
减少弹性回缩、稳定尺寸
|
羊毛纱
|
60-70(低温)
|
2-3
|
90-95
|
软化纤维、避免毡缩
|
注:以上为常规参数,实际生产中需结合纱线支数(细度)、捻度、卷装大小调整(如细支纱时间缩短,粗支纱时间延长)。
2. 完整工艺流程
(1)预处理:纱线卷装准备
•将纺纱后的纱线(卷装形式:筒纱、管纱、绞纱)整齐放入蒸纱锅(密闭容器,分“间歇式蒸纱锅”“连续式蒸纱机”),卷装之间留空隙,保证蒸汽均匀穿透。
•检查纱线卷装是否干燥、无油污,避免蒸纱后出现污渍或粘连。
(2)升温加湿:蒸汽通入与压力控制
•缓慢通入饱和蒸汽(避免骤热导致纱线收缩不均),逐步升温至设定温度,同时控制蒸纱锅内压力(一般 0.05-0.1MPa,纯棉纱可常压,化纤纱需微压)。
•保持湿度稳定:通过蒸汽发生器补充水分,避免“干蒸”(导致纱线脆化)或 “过湿”(纱线粘连)。
(3)恒温保压:核心定型阶段
•达到设定温度后,保持恒温恒湿一段时间(即“保压时间”),让纤维分子链充分松弛、捻度结构稳定。
•关键:避免温度波动,否则会导致纱线定型不均,后续织造出现条痕。
(4)冷却排湿:缓慢降温防回潮
•蒸纱结束后,不能立即开盖(骤冷会导致纱线收缩回弹,破坏定型效果),需先关闭蒸汽,通过“自然冷却” 或 “强制通风冷却” 将锅内温度降至室温(约 25-30℃)。
•冷却过程中同步排湿,让纱线回潮率逐渐降至标准值,避免出仓后吸收空气中的水分导致霉变。
(5)出仓检验:手感与捻度检测
•冷却完成后开盖出仓,检查纱线手感(柔软度、顺滑度)、捻度稳定性(用捻度仪检测)、回潮率(用水分仪检测),合格后转入下道工序(络筒、整经、织造)。
三、蒸纱定型的关键技术:避免常见问题
蒸纱定型的效果直接影响后续生产,需规避 3 个核心问题,关键技术如下:
1. 蒸汽均匀性控制
•问题:蒸汽穿透不均会导致“局部纱线未定型”(手感僵硬)或 “过度定型”(纱线发黏)。
•技术:蒸纱锅内置蒸汽分布管(多孔设计),卷装摆放时避免堵塞蒸汽通道;间歇式蒸纱锅可采用“上下交替通汽”,连续式蒸纱机控制纱线运行速度,确保每段纱线受热加湿一致。
2. 冷却阶段的 “缓冷原则”
•问题:骤冷会让纱线表面快速收缩,内部应力无法完全释放,导致织造时断头率回升。
•技术:冷却时间≥升温时间(如升温 1h,冷却至少 1h);化纤纱可采用 “梯度降温”(每 10min 降 10℃),纯棉纱可自然冷却至室温后再出仓。
3. 回潮率的精准控制
•问题:回潮率过高(>标准值 1.5%)会导致纱线霉变、织造时粘连;过低(<标准值 1%)会导致纱线脆断、染色不均。
•技术:通过蒸汽流量调节湿度,冷却阶段同步排湿;出仓后若回潮率不达标,可二次微调(如回潮过低,可喷雾后密封静置 30min)。
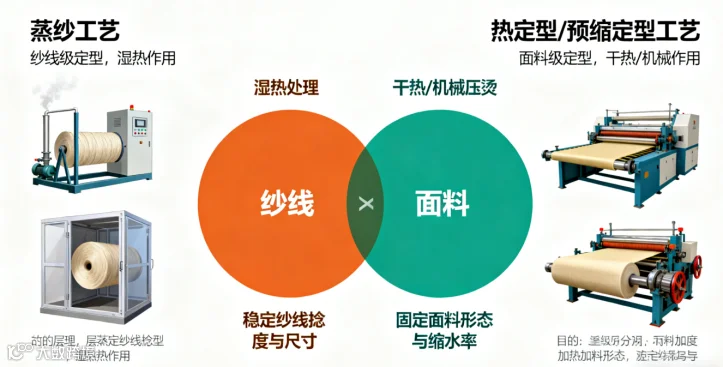
四、蒸纱与其他定型工艺的区别(避免混淆)
纺织中还有“热定型”“预缩定型” 等工艺,与蒸纱的核心区别在于 “处理对象” 和 “目的”:
工艺类型
|
处理对象
|
核心原理
|
主要目的
|
蒸纱定型
|
纱线(前处理)
|
湿热作用
|
消除纱线内应力、稳定捻度
|
热定型(面料)
|
织造后的面料
|
干热 / 湿热作用
|
稳定面料尺寸、改善手感光泽
|
预缩定型(面料)
|
染整后的面料
|
机械 + 湿热
|
减少面料后续缩水率
|
简单说:蒸纱是“纱线级定型”,解决“纱线本身的问题”;而热定型、预缩定型是 “面料级定型”,解决 “面料成型后的问题”,二者是前后衔接的工艺。
五、总结
蒸纱的核心价值是“让纱线更‘听话’”—— 通过湿热调理,消除纺纱过程中产生的内应力、稳定捻度、改善手感,为后续织造和染整铺路,最终提升产品品质和生产效率。其关键在于根据纱线材质精准控制 “温度、湿度、时间”,并遵循 “均匀通汽、缓慢冷却、精准控潮” 的原则。
对于纺织生产而言,蒸纱虽不是最终工序,但却是“承上启下” 的关键:跳过蒸纱或参数不当,会导致织造断头率飙升、面料色差、手感僵硬等问题,后续再补救的成本远高于蒸纱本身的投入。

联系我们
福建金浩盛纺织科技有限公司
公司官网:www.sf-fiber.com
咨询热线:15618331191(刘小姐)微信同号
13052315636(SiebeI)微信同号
公司地址:福建省泉州市石狮市宝盖镇海宁路792-794号金浩盛纺织

金浩盛纺织环保路上与你同行
关爱家园,关爱环境
可持续发展贡献力量
金浩盛为您创造价值!
免责声明:本站发布的有些文章部分文字、图片、音频、视频部分来源于互联网,并不代表本页面观点,其版权归原作者所有。如果您发现本网转载信息侵害了您的权益,如有侵权,请联系我们,我们会尽快更改或删除。