
单缸液压圆锥破碎机的使用在我国的大中小矿山已经普及,由于圆锥破碎机可破碎高硬度物料,自动化控程度很高,并且能够适应不同的生产工艺,因而受到广大客户的青睐。我国矿山的条件恶劣,运转时间长,维护不到位,供货单位的良莠不齐,出现这样那样的问题是在所难免,圆锥破碎机在生产中经常会遇到“闷车”和“飞车”。
咱们俗话说的“闷车”就是指圆锥破碎机在正常启动或生产中突然的停车,“闷车”产生的原因主要有以下几点:
偏心铜套,偏心轴或下架体铜套烧坏
圆锥破碎机在正常运转中,润滑油量少或者润滑油质量不好,破碎机的偏心铜套和主轴之间,偏心轴和下架体铜套之间的润滑就不好,形成不了油膜。铜套很容易烧坏,偏心铜套和主轴或者偏心轴和下架体就会抱死,破碎机就会“闷车”。
偏心铜套的加工精度和内孔的偏心角的角度要求都是很高的,加工达不到要求时,主轴和偏心套铜套就会配合不好,也会导致偏心铜套和主轴抱死,造成破碎机“闷车”。

经常测量液压站内油泵的流量,确保泵的流量足够。检查润滑油的使用状态,及时更换污染的油品。
使用正规厂家的生产的偏心铜套,发现有小面积的烧蚀及时用砂纸打磨清理。每次更换衬板都要检查一次。
水平轴轴承损坏
水平轴是破碎机的传动部件,轴承承载着破碎物料时巨大的扭力,轴承的损坏在生产中是常见的现象,如果轴承损坏,会导致其他破碎部件的运转,造成破碎机的“闷车”
在一般生产环境中,水平轴的正常温度在50-60℃,检查时发现温度有异常就应该小心注意了。
入料过多,排放口堵塞
破碎机在正常的运转中,突然的有大量的物料进入破碎腔,破碎机虽然有自动调节功能,但是速度不会有那么快,排放口就会堵塞,这时破碎机的功率和压力会突然上升,破碎机的自我保护功能会开启,造成破碎机“闷车”
在给料前要观察检查皮带上的物料的状况,再开启给料皮带,如果皮带上有大量堆积的物料,就人为的控制给料量,不要让大量物料一下涌入破碎腔。
新装衬板时,要标定程序
在更换新的衬板的时候,开机前要标定程序,如果没有标定程序,破碎机还是默认的磨损后的尺寸,这时如果在自动状态下开机,动锥衬板和定锥衬板就会撞在一起,造成破碎机的突然“闷车”。
开机前选择手动控制,标定程序完成后再开机
传动皮带过松
破碎机是通过三角带来传送动力的,如果三角带过松的话,三角带就会打滑,不能给破碎机足够的动力,空载时有可能不会出现打滑,也能使破碎机正常运转,一旦投入物料,负荷加大,就会造成破碎机“闷车”
三角带过松会打滑,过紧会损害破碎机和电动机的轴承,所以调整破碎机的三角带还是很重要的。三角带松紧度的计算公式是,将皮带轮的中心距乘1.5,获得三角带的挠度。
电压过低或过高
一些小的矿山供电状态不是很好,电压很不稳定,很容易导致破碎机自我保护的停机,这样也会突然的“闷车”。
开车时检测电压表是否符合要求,观察电流表看电流是否正常
主轴弯曲或在锥体内部断裂
破碎机经常“过铁”,会导致主轴的强度下降,主轴就容易弯曲或者断裂,主轴的断裂一般在锥体上部或者下部,也有极个别的在锥体中间,这种现象虽然极少,一旦遇到很难发现。这样也会造成突然的“闷车”。
主轴弯曲或在锥体内部断裂用肉眼观察很难发现,要把主轴锥体放在车床上用千分表测量一下。
“飞车”就是指破碎机在正常的生产中动锥突然的加快旋摆,设备出现不规则是震动,“飞车”产生的原因主要有以下几点:
偏心铜套内径表面粗糙或铜套变形
偏心铜套的内径表面粗糙或着铜套变形,导致主轴和偏心铜套之间产生摩擦,铜套表面无法形成油膜,主轴就无法自转,主轴的转速和偏心轴的转速一样,这样就造成了“飞车”。
研磨偏心铜套内径表面,表面粗糙度在0.32之内即可
用内径千分尺检查偏心铜套,如果铜套已经椭圆,立即更换。
偏心铜套和主轴之间间隙过小
偏心铜套和主轴之间的间隙要符合设备设计的要求。间隙过大时,主轴和偏心铜套会发生碰撞,无法产生油膜,设备也会发生振动;间隙过小时,润滑油通过的流量太小,无法将热量带走,铜套起热或烧蚀,导致间隙更小,偏心铜套和主轴就会摩擦,造成设备“飞车”
经常检查测量偏心轴和主轴之间的间隙,采购正规厂家的合格产品。发现主轴和偏心套之间的间隙过小即更换偏心铜套。
偏心铜套和主轴不能全线接触
造成偏心铜套和主轴不能全线接触的原因一般有以下几种情况:
A. 偏心铜套的内径的偏心角加工不对;
B. 偏心耐磨板磨损不均匀,磨损后的偏心耐磨板有可能是一边薄一边厚
C. 偏心耐磨板和架体之间有杂物
D. 大齿轮架磨出了槽,有时会磨得不均匀
以上问题会使偏心铜套和偏心轴之间不能全线接触,局部接触不仅会使偏心铜套,下架体铜套局部烧蚀,主轴不能自转,也就造成设备“飞车”
出现以上的问题一般会反映在偏心铜套和下架体铜套上,仔细观察铜套上摩擦或烧蚀的部位,偏心铜套和偏心轴上的部位一般是上下对应的。确定是某一个部件的问题,更换某一部件即可。
止推轴承,主轴耐磨盘配合不好
止推轴承和主轴耐磨盘配合不好,有可能止推轴承和主轴耐磨盘的接触面变小,在高速旋转时,主轴会逐渐形成离心力,造成设备的“飞车”
轴承三件套之间的间隙必须小于0.05毫米,更换三件套时尽量成对更换或更换同一厂家生产的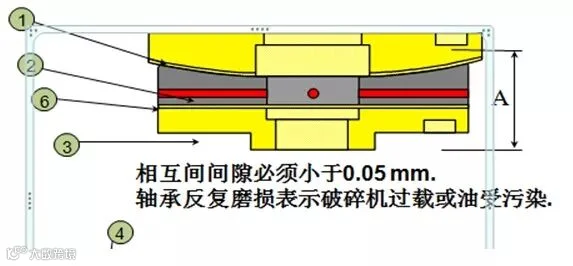
润滑不佳或润滑油失效
目前国内的生产现场普遍存在环境不好,现场的粉尘太大,如果设备的防尘系统不好,极会造成润滑油污染,润滑油太脏时铜套和铜瓦就无法形成油膜,润滑油的温度达到55度以上时 油的粘度也会降低,偏心铜套和主轴,偏心轴和下架体铜套,止推轴承和主轴耐磨盘之间的摩擦力就会增加,从而造成设备“飞车”
选用正规品牌的润滑油,检查润滑油的状态,及时更换已经污染的润滑油。
