一种厚壁结构的高发热冒口在19世纪80年代就出现了,这是新一代冒口套设计理念的起始。这个发明专利来自于德国的一家铸造厂在1985年。这个技术图纸对冒口套形状的描述和现在的点补缩冒口非常相似。
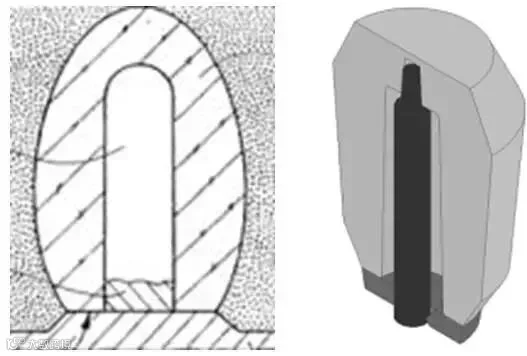
图1 1985’s patent design and current spot feeder shape
这种新的冒口套理念为铸造工业展示了以下的一些特点,提供了特别的益处在应用过程:
(1)从潮模砂造型线使用以来,对造型压力的提高使得春入式冒口套需要拥有更高的强度需求。
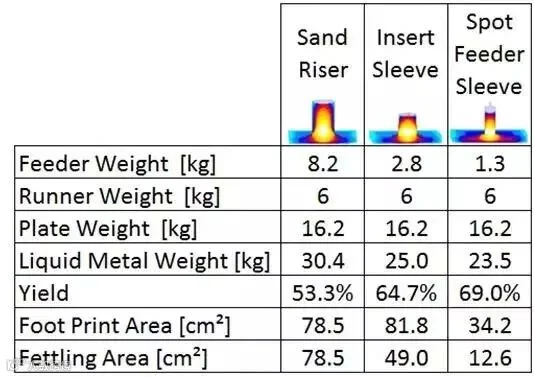
(2)同时由于成本下降的需求,我们需要在更小的体积内获得更大的模数,提高铸件出品率及减小冒口接触面积。
表1 不同的冒口设计对于铸件出品率和接触、冒口颈面积的影响
点补缩冒口的发展
在接下来的20年,点补缩冒口理念被各种特殊的技术要求所发展。成本的压力和用户越来越复杂的铸件设计都要求减少冒口接触区域和冒口颈区域,这样就会减少铸件的清理成本,提升出品率。
在2004年,一种能够满足铸造厂要求的新点补缩冒口问世了,如图2所示。

图2 点补缩冒口系列和可压缩的金属易割片
这种可压缩的金属易割片可以提供两个优势(见图3):
(1)造型过程不断增加的造型压力可以被可压缩的金属易割片吸收,同时可对易割片下方的型砂进行紧实。
(2)冒口颈的高度在造型后进行减小了,这就确保了补缩通道在铸件收缩过程中的通畅。
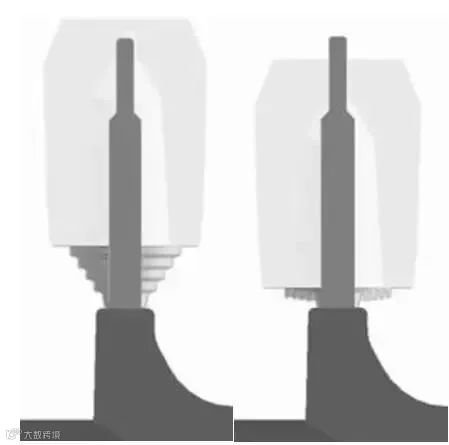
图3 冒口和金属易割片在压缩前和压缩后的表现
这种冒口系列对很多铸造环境表现了非常强大的适应能力。
我们在2015年开始了进一步的开发,继承了可压缩金属易割片在能够提供非常小的冒口颈区域,同时恒定的冒口补缩液量以及非常完美的造型质量。新的设计减小了金属易割片的截面面积的同时依然适应于高压造型。
这种设计是从原来的台阶式变化为波纹管式,如图4所示。
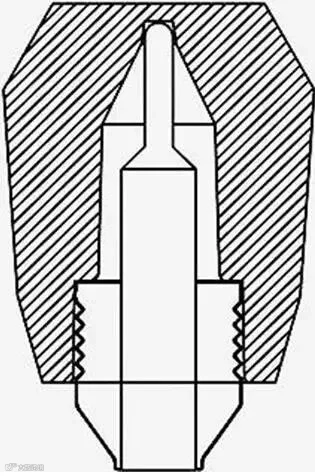
图4 波纹管式的可压缩金属易割片和点补缩冒口组合