钎尾失效形式多样,下面将详细介绍钎尾失效的原因。钎尾损坏位置标识如下图所示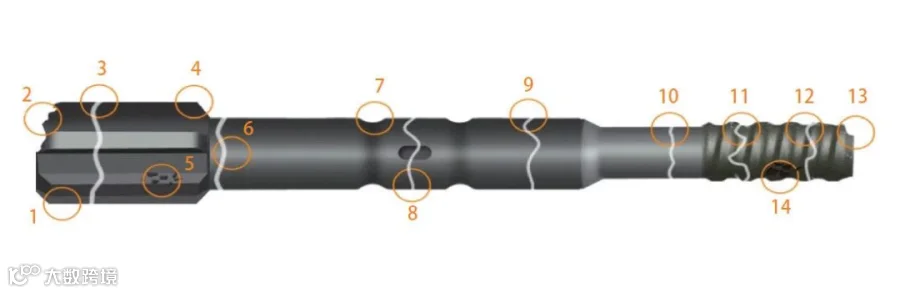
(4)钎尾花键齿部蚀损与磨伤
导致钎尾花键齿部(位置5)蚀损与磨伤的原因主要包括:钻头使用超出规定期限,磨损加剧;卡钻现象发生时,回转扭矩被迫增大,对花键齿造成额外压力;齿轮室、钎尾花键、花键套、钎尾支撑套等关键部位缺乏足够的润滑,导致干摩擦;选用的钎尾润滑油牌号不符合要求,无法提供有效润滑;推进力调整不合理,对设备运行造成不良影响。
(5)水密封处磨沟槽漏水
水密封的主要功能是防止注水壳体内的冲渣水泄漏到齿轮室或外部。水密封的外侧与润滑气雾接触,润滑气雾能够为水密封提供润滑、降温和除尘的作用。水密封位于钎尾注水孔的两侧,在正常情况下,水密封的唇边与钎尾外圆紧密配合。
水密封通常由聚氨酯材料制成,这种材料具有热缩性。如果润滑气雾供应不足,水密封会过度紧抱钎尾,长期下来会导致水密封部位出现沟槽。在钻凿上向孔时,如果钎尾支撑套的孔径超出标准范围,矿渣颗粒可能会落入前侧水密封的外缘。此时,如果润滑气雾的气压不足,无法起到防尘作用,同样会导致水密封部位(位置7)出现沟槽。

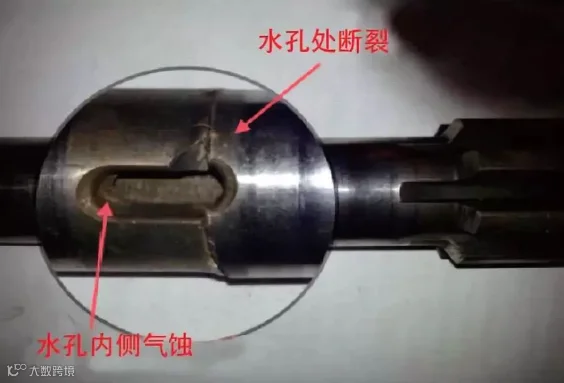
(6)注水孔处疲劳断裂
钎尾注水孔处的纵横孔道呈直角交叉,此处是应力相对集中的区域,也是钎尾强度较弱的部位。同时,该处是冲渣水的必经通道,容易受到腐蚀。在钻孔作业过程中,由于水压的频繁变化,钎尾注水孔的长孔部位容易出现气蚀现象。