
凿岩机钎尾失效形式多样,下面将详细介绍钎尾失效的原因。钎尾损坏位置标识如下图所示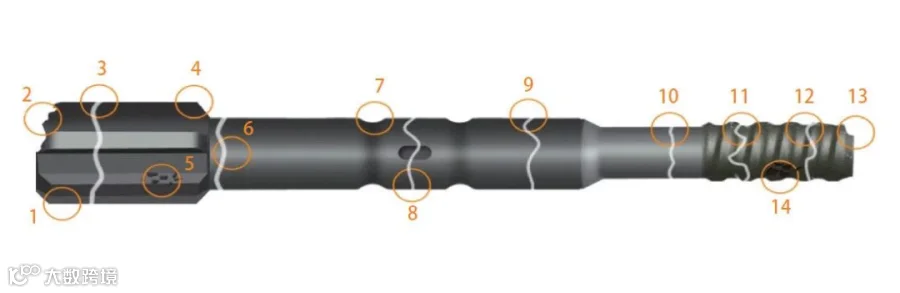
(1)导向支撑区磨损
导向支撑套磨损偏向或缺少润滑,将导致钎尾导向支撑区(位置9)产生磨损。
(2)钎尾螺纹断裂
在排除钎尾材料及加工工艺(含热处理)的影响后,钎尾螺纹断裂的主要原因主要包括以下几点:
首先,钻孔偏离或钻具不同心是常见原因之一。当钎尾、连接套和钻杆三者不同心时,钻具可能会发生变形,进而产生应力集中,严重时可导致钎尾螺纹根部(位置10)断裂。
其次,推进压力过高也会引发问题。过高的推进压力会使钻头转速降低,增加卡钻风险,同时螺纹承受的扭矩增大,钎具的弯曲应力也会随之上升。
第三,回转压力过高同样会对设备造成不良影响。合适的回转压力可以有效防止钻杆卡滞,并保持连接套与钎尾、连接套与钻杆之间的紧密连接。若回转压力过高,则可能导致连接套拧紧度不足,进而出现连接套发热、螺纹表面(位置11)剥落等问题。
最后,冲击压力过大也会对设备产生负面影响。过高的冲击压力不仅会直接影响回转速度和钻进凿岩效率,还会缩短钎尾使用寿命,甚至导致螺纹底部(位置12)断裂。
(3)钎尾螺纹超常磨损
钎尾螺纹超常磨损主要原因如下:
一是推进压力过低。推进压力过低,会使凿岩穿孔效率降低。此外反弹冲击波还将使连接套与钎尾松动,引起较大应力,导致接杆套或钎尾螺纹(位置14)超常磨损、疲劳破坏。推进压力不足的表现为钻具发热冒白烟、抖动,同时伴有金属撞击声音。

二是使用方法不当。磨损严重的连接套若与新的钎尾配合使用或螺纹处缺少润滑,均会缩短钎尾的寿命。螺纹拧紧力矩太大造成过度咬合,会造成钎尾早期损坏。

(4)钎尾螺纹端面碎裂
钻杆端部损坏而继续使用,或钎尾端面与钻杆端面接触不良,均会造成钎尾螺纹末端(位置13)碎裂。
(5)钎尾螺纹端面严重气蚀
螺栓松动会导致钎尾与钻杆端面瞬间接触分离,使排渣水进入两者之间。此时,活塞高频冲击钻杆,水中气体在端面爆裂,引发气蚀。
