如何正确选择喷嘴

在激光切割过程中,喷嘴是激光头上最常见的损耗品,也是激光切割时最重要的零部件之一,它位于激光头的底端,是最接近工件的地方,聚焦的激光以及高压气流通过喷嘴射出,因此它在切割过程中起了非常关键的作用。
这些问题有木有也困扰着你?

不要着急,我们先了解一下喷嘴在切割中的作用。
首先我们要知道,聚焦的激光,高压气流均从激光头喷嘴射出的。
它主要有以下作用:

通过激光头喷嘴的内部形状,调整高压气流的气流方向及气压,保持工件与喷嘴间的压力。
防止工件熔融物反溅到激光头内部,从而保护激光头内部镜片。
向调高系统提供电容信号,从而保证调高系统稳定工作。
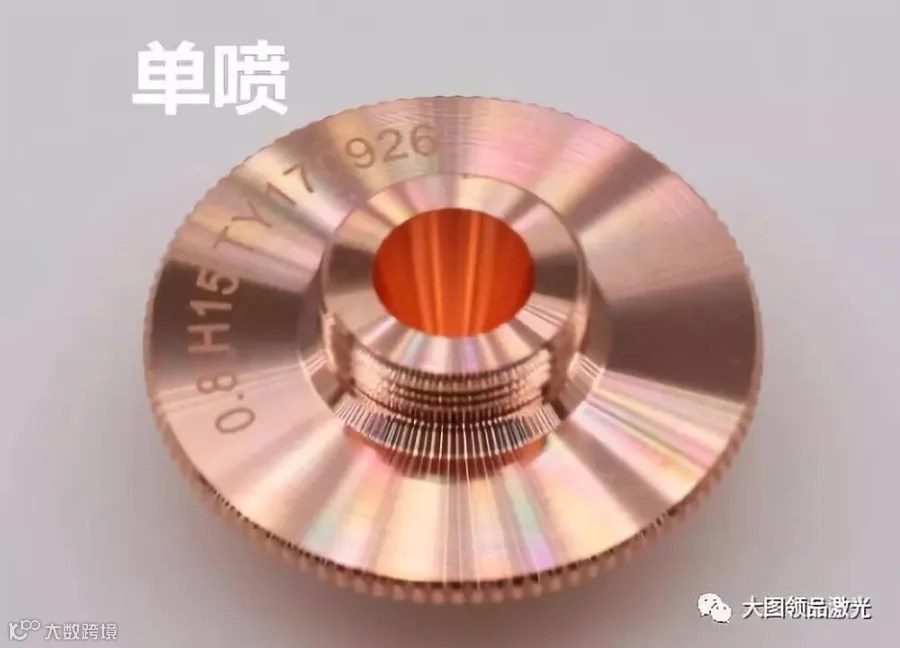
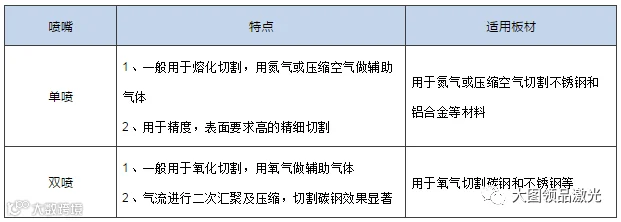
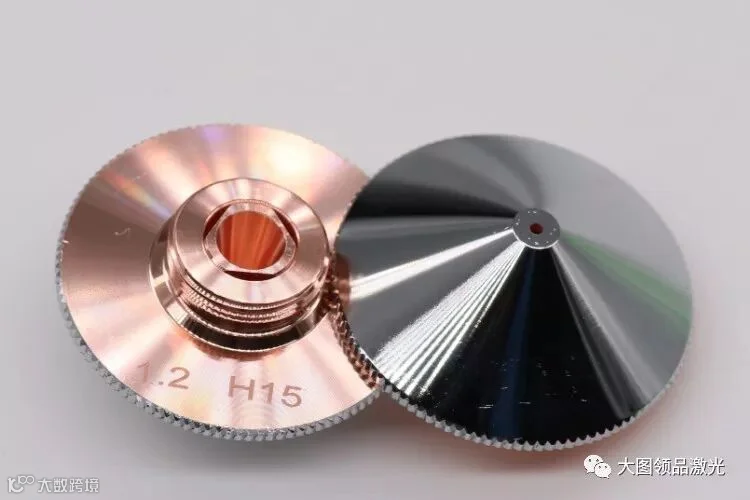
一、喷嘴的种类及特点
这里以应用最广泛的锥形喷嘴为主,分为单层喷嘴和双层喷嘴。
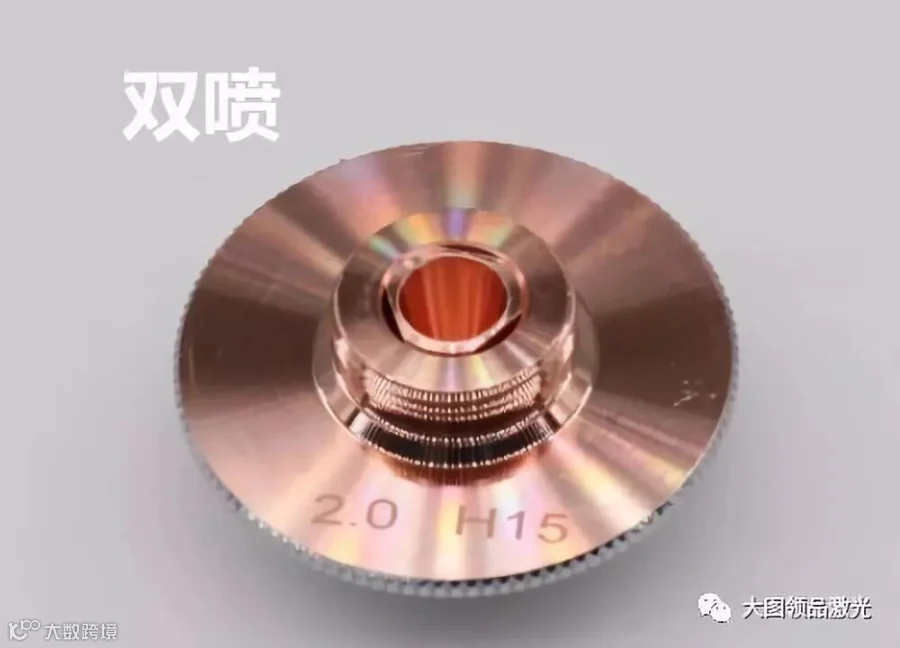
备注:
双层喷嘴气体在通过内芯后,会经过二次膨胀,提高气体速度,然后再通过端部孔到达工作面。这样的好处就是能减少激波产生,提高气体速度,从而提高气体参与切割,带走熔渣,热量的效率。
二、喷嘴孔径与板材厚度搭配
由于板材种类,功率段及辅助气体的不同,喷嘴孔径的选择也会有相应的变化。以下是以碳钢为例,进行对比。
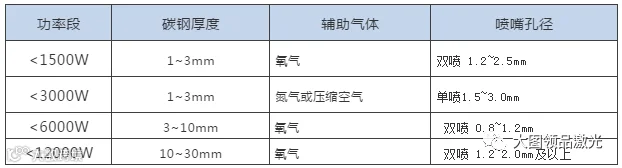
备注:不过由于喷嘴的孔径越大,对于聚焦镜的保护作用越小。所以合理的选择激光切割机喷嘴孔径的大小,才能更有效地进行生产。
三、喷嘴损坏常见操作
喷嘴是激光头最常见的损耗品之一,为了尽量避免无谓的损耗,下面列举两个喷嘴损坏的常见操作。



看到这里相信大家已经对喷嘴有了初步的了解
下面就让我们更深入的了解一下吧
1、喷嘴直径的影响:
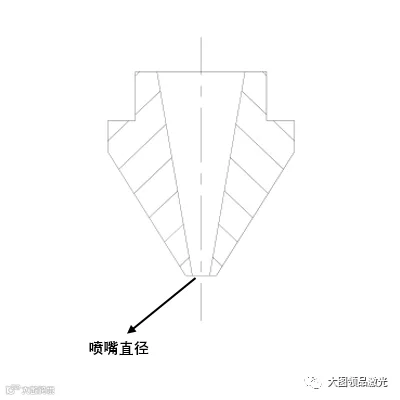
喷嘴口大小对切割速度有一定的影响,喷嘴口大小也影响出口处压力分布。喷嘴直径增加,由于喷气流对切割区母材的强烈冷却作用使热影响区变窄,但也会导致切缝过宽,而喷嘴大小会引起准直困难,喷嘴口有被光束削截的危险,而且,切缝过窄,在高的切割速度下会阻碍熔渣的顺利排出。
2、喷嘴与工件表面间距的影响:
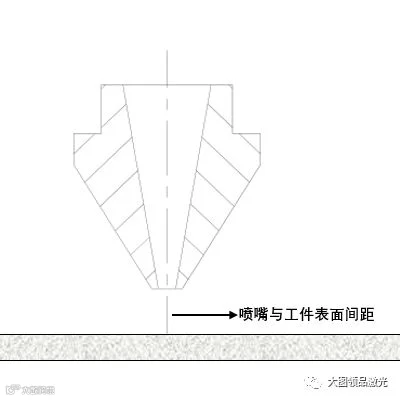
喷嘴与工件间距直接影响喷嘴气流与工件切缝的耦合。喷嘴口太靠近工件表面,对透镜会产生强烈的返回压力,减弱了对溅散切割产物质点的驱散能力,对切割质量有不利影响,但距离太远又会造成不必要的动能损失,对有效切割也不利。一般,喷口与工件间距控制在1~2mm为宜,现代激光切割系统的割炬都配有电感或电容式传感器反馈装置,以自动调节两者距离在预先设定的高度范围内。
1、要材质好
好的喷嘴必须用TU2紫铜,因其导电率高,导热效果好,从而能保证良好的电容信号。
2、要加工精度高
一个好的激光头喷嘴,其同心度要达到0.03mm,而尺寸为1.0mm以下的喷头,同心度更是要达到0.02mm。高精度同心度的喷嘴不但能减少加工过程中的前期调试,更能有效避免高能激光打到激光头内壁上,从而能避免对激光头造成损害。
3、要有高度光洁的激光头表面
激光头喷嘴对内外表面均有高达0.8的粗糙度要求。高光的外表面能有效减少切割过程中的熔融物附着,从而延长喷嘴寿命;而高光的内表面则能有效避免高压气体流出时产生涡流。提高切割质量和效率。
4、要有严格的防氧化处理
铜件在加工后,裸露在空气中极易氧化变色。激光头喷嘴在经过高光加工后,内外表面更易氧化,发黑,发黄。

如需了解更多请致电我们:
销售热线:18615555038/13361094001/18615596093
技术咨询热线:0531-88768351

2019大图绿色风暴袭卷全国,优惠多多,欢迎选购~
展智造宏图,创行业领品,大图激光,伴您一路同行!