锂电池是不能够进行锡焊的,其实这个原因也比较简单:
因为锂电池的表面金属惰性比较大,它的表面一般都是镀镍的,要想在这种金属的表面进行焊接是比较困难的。
在工业生产中,一般能够避免在镍上焊接的都能尽量避免。如果实在无法避免的话,焊接了不大,就几个焊接点,可以先用锉刀将锂电池需要焊接的部位处理一下,使其表面变得粗糙一些,然后涂抹一些松香水并用功率大的一些的电洛铁将焊锡丝熔化,镀于电池表面,这样就容易用焊锡丝焊接了。
但是上述方法焊接的缺点是:焊点附着不是很牢固,受力后可能会脱焊。另外,焊接时间长了对锂电池也不好。

锂电池的电芯有一些是可以直接焊锡的,而有一些一定不能焊锡!这是为什么呢?有哪些原理呢?下面做一下分类说明,并说明原因。
可以焊锡的锂电池
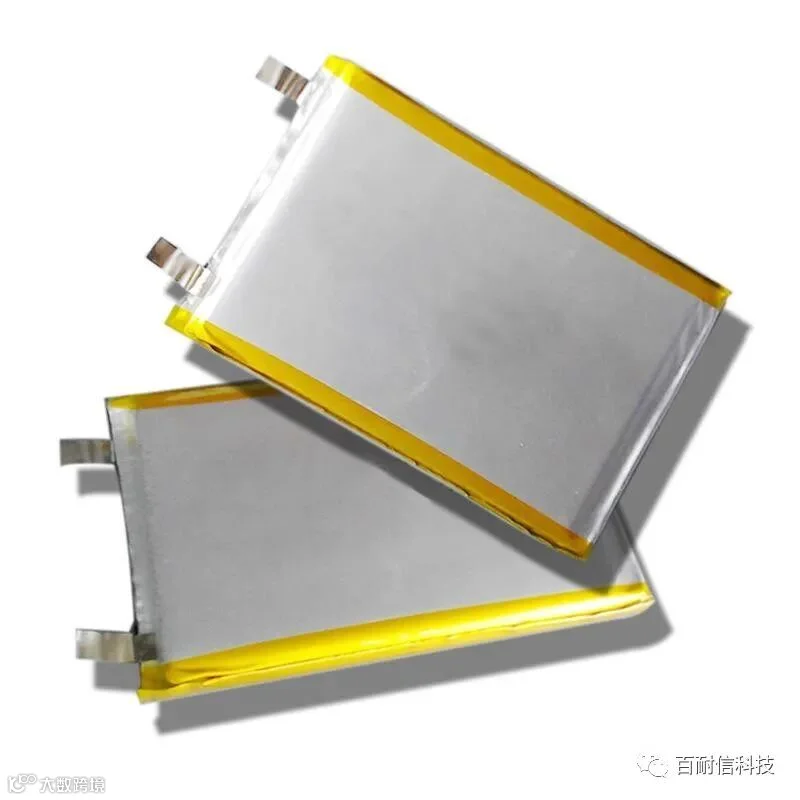
聚合物软包电芯
聚合物软包锂电芯,大部分是可以焊锡的,因为它的正负极极耳伸出来比较长,焊锡的温度不会影响到锂电芯的内部。
要怎么样才可以焊锡呢?我们都知道,聚合物电芯一般正极极耳是铝片,而负极的极耳是铜片,铜片是可以上锡的,但是铝片上锡就会掉,助焊剂或者助焊膏都很难让它上锡的,所以正极的极耳就需要转镍出来,或者是镀镍,镍才可以很好地上锡。
所以,一般聚合物软包电芯,都是通过正极转镍或者镀镍之后,就可以进行焊锡了。可以焊线焊接保护板,也可以进行极耳连接做串并联。
转镍后的方型大单体
现在的一些新能源汽车的动力电芯,有B品的汽车电池包无法使用,就会用到储能跟小动力类的锂电池组产品上面。本身的大动力锂电池组是直接激光焊接进行组合PACK的,应用到储能跟小动力类的产品上面的话,出于尺寸结构的考虑,成本的考虑,无法进行激光焊接。如果想焊锡,就需要对正负极的极柱进行转镍,也就是通过激光焊设备,把一条镍带激光焊上去,这样,锡就可以直接焊接到镍带上面了。转镍后的方壳电芯,正负极极柱离电芯内部比较远,所以,焊锡时的高温不会影响到电芯的内部构造。虽然焊锡焊线的工艺不太美观,但至少是可以焊锡的。

不可以焊锡的锂电池
未转镍的方型大单体
方型大单体,不同厂家,正负极的极柱也不同,有一些厂家的正负极极柱都是铝材;有一些厂家正极是铝柱,而负极是铜柱。不管是铜柱还是铝柱,都是不能直接焊锡的,因为锡会掉。只能是使用软铜条进行锁螺丝或者激光焊接软铝条。
圆柱型电芯
圆柱型电芯直接焊锡,隐患巨大!!!18650电池的外壳两级为普通镀锌钢筒,也可以说就是不锈钢材料。要是用电烙铁给它镀锡是很不容易的,因为它根本不吃焊锡。圆柱型的电芯,也是不能直接在电芯钢壳表面焊锡的!主要的原因有两个,如下:①电烙铁的温度大概有300℃左右才能融锡,如果这个温度直接焊接到电芯钢壳表面,钢壳很薄,这个温度会直接传到电芯内部,电芯内部构造就会受到一定的损害,如果焊接时间长,严重的电芯还会发生爆炸起火。圆电芯内部的材料,电解液、隔膜等是不能接受120℃以上的温度的,否则电解液就会受到破坏,而隔膜高温容易收缩变质,隔膜收缩时,电芯正负极的材料会直接接触,电芯内部就会发现短路。轻微的影响,内部短路小,电芯的自耗电就会很大,严重的内部短路,电芯会直接爆炸起火,危害特别大。②电芯的表面一般都会一层防锈油,如果直接在电芯钢壳表面焊锡,会破坏了这层防锈油,电芯就容易生锈,影响电芯的寿命。圆柱型的电芯需要怎么样来制作呢?先使用电阻点焊机,先点焊上一层镍带,然后再在镍带上面焊锡。因为电阻点焊机的速度特别快,热量不会传到电芯内部的,所以电阻点焊机很适用。也有先在正负极处点焊上螺柱或是螺母的,再连接铜板进行串并联的,像沃特玛的32650电芯。也有直接使用铝丝焊接的工艺,像之前的东莞迈科就有这样的工艺。不管如何,圆柱型电芯都不会直接在电芯的钢壳表面直接焊锡的。无论用哪一种焊接方式,都应当注意控制焊接时间,电池长时间高温,很容易会发生危险,因此要特别注意。

总结
本文结合各类电池对于能否焊锡的分类,不同的类型的锂电池的焊接方式都各有不同,而在现实的生产研发中,锂电池的点焊技术以及非常成熟,而锂电池点焊机也以及大范围在各类新能源锂电池PACK工厂广泛应用。
深圳市百耐信科技有限公司是是一家专业从事焊接技术与自动化设备、焊接工业电源和焊接工艺研究、开发和生产销售为一体的现代化高新技术企业。公司具有独立研发先进产品的研发团队,技术开发力量雄厚,本公司引进日美先进的焊接技术并自主研发。主要产品有:电池组自动化焊接设备,各类自动化机械手,系列逆变直流焊接电源,储能点焊机、锂电池自动分选机、锂电池自动焊接系统、锂电池自动点焊机、DH-10000/DH-20000、电动与气动自动点焊系统、锂电组老化设备、锂电池自动贴面垫机.....等等;并广泛应用于:电池、电子、五金、塑胶、机械等领域。
公司部分锂电点焊机系列产品
百耐信- DH-10000E单面点焊机
本产品采用伺服电机运动控制器,支持阵列与非阵列电池组快速编程。自带电流焊接检测,有效解决虚焊、假焊问题。而使用过久的焊针会变短,而本产品的焊针补偿则可以有效解决这个问题。本机型具备焊针更换预报提醒功能,焊针采用水冷循环散热,可有效降低焊针损耗。

百耐信- DH-20000E双面点焊机
本产品采用伺服电机运动控制器,支持阵列与非阵列电池组快速编程。自带电流焊接检测,有效解决虚焊、假焊问题。支持断点启动,支持自启动及手动启动模式转换。本机型自带焊针补偿功能,焊针部分采用水冷循环散热系统,可有效降低焊针损耗。

百耐信- WTB-8000逆变直流点焊机
本产品具备电流波形实时检测输出,逆变桥采用软开关技术,可大幅减少开关损耗,减小电磁干扰。设备实时监测电流异常声光报警,有效防止虚焊假焊现象。99组的规范存储,方便调用。具有单点、对焊、缝焊焊接功能。并且可调多段脉冲电流循环焊接,短时间实时高品质的焊接效果。

百耐信- MDA-6000晶体管点焊机
本产品具备独特双脉冲焊接性能,提供更优良的焊接质量脉冲,采用不同能量对焊接物体连续两次放电。电源采用精确的数字控制,能预存32组参数,并可随意更改、调用。焊接调节时间最小分度为10ns,让精度更加的精确。支持焊接脉冲宽度可调,焊接飞溅小,焊点不变色。

百耐信- DH-2028B精密储能点焊机
本产品具备数字化设置焊接参数,键盘操作清晰明了,方便快捷。电流异常声光报警,有效防止虚焊、假焊现象。焊接飞溅小,焊点不变色。焊接方式多样,支持单点、连点功能。