
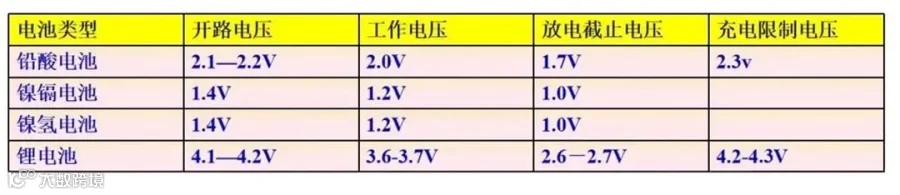
电压(V)
1)开路电压(OCV):指电池在没有连接外电路或者外负载时的电压。开路电压与电池的剩余能量有一定的联系,电量显示就是利用这个原理。
2)工作电压(WV):是指电池在工作状态下即电路中有电流流过时电池正负极之间的电势差。在电池放电工作状态下,当电流流过电池内部时,必须克服内阻的阻力,故工作电压总是低于开路电压。
3)放电截止电压(DCV):指电池充满电后进行放电,放完电时达到的电压(若继续放电则为过度放电,对电池的寿命和性能有损伤)。
4)充电限制电压(LCV):充电过程中由恒流变为恒压充电的电压。
电池容量(Ah)
电池容量是指电池所能够储存的电量多少,容量是电池电性能的重要指标,它由电极的活性物质决定。
• 容量用C表示,单位用Ah(安时)或mAh(毫安时)表示。
• 公式:C=It,即电池容量(Ah)=电流(A)x放电时间(h)。
• 容量为10安时的电池,以5安培放电可放2小时,以10安培放电可放1小时。
• 电池的容量可以分为理论容量、额定容量、实际容量。
• 理论容量是把活性物质的质量按法拉第定律计算而得的最高理论值。为了比较不同系列的电池,常用比容量的概念,即单位体积或单位质量电池所能给出的理论电量,单位为Ah/kg(mAh/g)或Ah/L(mAh/cm3)。
• 实际容量是指电池在一定条件下所能输出的电量。它等于放电电流与放电时间的乘积,单位为 Ah,其值小于理论容量。
• 额定容量也叫保证容量,是按国家或有关部门颁布的标准,保证电池在一定的放电条件下应该放出的最低限度的容量。
• 电池的实际容量主要取决于以下几个因素:活性物质的数量、质量;活性物质的利用率。
内阻(mΩ)
电池的内阻是指电池在工作时,电流流过电池内部受到的阻力。内阻大小主要受电池的材料、制造工艺、电池结构等因素的影响。
• 电池内阻包括欧姆内阻和极化内阻,欧姆内阻是由电极材料、电解液、隔膜电阻及各部分零件的接触电阻组成,极化内阻包括电化学极化和浓差极化引起的电阻。
• 由于内阻的存在,当电池放电时,电流经过内阻要产生热量,消耗能量,电流越大,消耗能量越多,所以内阻越小,电池的性能越好,不仅电池的实际工作电压高,消耗在内阻上的能量也少。
• 内阻的存在,使电池放电时的端电压低于电池电动势和开路电压,充电时端电压高于电动势和开路电压。
• 电池的内阻不是常数,在放电过程中随时间不断变化,因为活性物质的组成、电解液浓度和温度都在不断地改变。
• 欧姆电阻遵守欧姆定律;极化电阻随电流密度增加而增大,但不是线性关系,常随电流密度的对数增大而线性增大。
负载能力
当电池的正负极两端连接在用电器上时,带动用电器工作时的输出功率,即为电池的负载能力。
内压
• 指电池的内部气压,是密封电池在充放电过程中产生的气体所致,主要受电池材料、制造工艺、电池结构等因素影响。
• 其产生原因主要是由于电池内部水分及有机溶液分解产生的气体于电池内聚集所致 。
充电率(C-rate)
• C是Capacity的第一个字母,用来表示电池充放电时电流的大小数值。
•例如:充电电池的额定容量为1100mAh时,即表示以1100mAh(1C)放电时间可持续1小时,如以200mA(0.2C)放电时间可持续5小时,充电也可按此对照计算。
过放电(Over discharge)
电池若是在放电过程中,超过电池放电的终止电压值,还继续放电时就可能会造成电池内压升高,正、负极活性物质的可逆性遭到损坏,使电池的容量产生明显减少。
过充电(Over charge)
电池在充电时,在达到充满状态后,若还继续充电,可能导致电池内压升高、电池变形、漏夜等情况发生,电池的性能也会显著降低和损坏。
充、放电深度(SOC DOD)
• 电池保有容量数值的表示方法。充、放电深度以百分比率来表示。
• 如:容量为10Ah的电池放电后容量变为2Ah,可以称为80%DOD。
• 如:容量为10Ah的电池,充电后容量为8Ah,80%SOC。形容满充满放,通常称为100%DOD。
自放电率(%/月)
1) 定义:电池在储存过程中,容量会逐渐下降,其减少的容量与电池容量的比例,称为自放电率。
2) 原因:由于电极在电解液中的不稳定性,电池的两个电极发生了化学反应,活性物质被消耗,转为电能的化学能减少,电池容量下降。
3) 影响因素:环境温度对其影响较大,过高温度会加速电池的自放电。
4) 表示:电池容量衰减(自放电率)的表达方法和单位为:%/月。
5) 产生结果:电池自放电将直接降低电池的容量,自放电率直接影响电池的储存性能,自放电率越低,贮存性能越好。
充电循环寿命( Cycle life )
• 概念:二次电池经历一次充放电称为一个周期或一次循环,电池在反复充放电后,容量会逐渐下降.在一定的放电条件下,电池容量降至80%时,电池所经受的循环次数就是循环寿命。
• 循环寿命与电池充放电条件有关:锂离子电池室温下1C充放电循环寿命可达500-800次(行业标准),最高可达800-1000次。
• 影响因素:不正确使用电池,电池材料,电解质的组成和浓度,充放电倍率,放电深度(DOD%),温度,制作工艺等都对电池的循环寿命有影响。
放电倍率(A)
• 放电倍率是指在规定时间内放出其额定容量(C)时所需要的电流值,它在数值上等于电池额定容量的倍数。
• 根据放电倍率的大小,可分为低倍率(<0.5C)、中倍率(0.5-3.5C)、高倍率(3.5-7.0C)、超高倍率(>7.0C) 。
• 以10Ah电池举例:以2A放电,则放电倍率为0.2C;以20A放电,则放电倍率为2C。
电池能量(Wh)
• 定义:指电池储存的能量的多少,用Wh来表示。
• 公式:能量(Wh)=额定电压(V)×工作电流(A)×工作时间(h)。
• 举例:3.2V15Ah单体电芯的能量为48Wh,3.2V100Ah电池组的能量为320Wh。电池能量是衡量电池带动设备做功的重要指标,容量不能决定做功的多少。
能量密度(Wh/Kg)
• 指单位体积或质量所释放的能量,通常用体积能量密度(Wh/L)或质量能量密度(Wh/kg)表示。
• 如一节锂电池重325g,额定电压为3.7V,容量为10Ah,则其能量密度为113Wh/kg,下表为理论值,在实际应用情冴中需要考虑电池结构中的壳体、零件等各方面因素。
• 目前锂电池的能量密度是镍镉和镍氢电池的3和1.5倍,能量密度的高低是由材料密度不结构决定的

记忆效应(Memory effect)
• 定义:电池的记忆效应是指未完全放电的电池,在下一次充电时所能充电的百分比。
• 原因:电池内物质产生结晶,如镍镉电池中,Cd不断聚集成团形成大块金属镉,降低了负极的活性。
• 避免:为了消除电池的记忆效应,在充电之前,必须先完全放电,然后再充电。
锂离子电池无记忆效应!
化成
• 电池制成后,通过一定的充放电方式将其内部正负极活性物质激活,改善电池的充放电性能及自放电、贮存等综合性能的过程称为化成。电池经过化成后才能体现其真实的性能。
• 同时化成过程中的分选过程能够提高电池组的一致性,使最终电池组的性能提高。
分容
• 电池在制造过程中,因工艺原因使得电池的实际容量不可能完全一致,通过一定的充放电制度检测,并将电池按容量分类的过程称为分容。
放电平台
• 指放电曲线中电压基本保持水平的部分。锂离子电池完全充电后,放电至3.6V时的容量记为C1,放电至3.0V时的容量记为C0,C1/C0称为该电池的放电平台。
• 放电平台越高、越长、越平稳,电池的放电性能越好。
• 行业标准1C放电平台为70%以上。
充电时间
• 充电时间(小时)=充电电池容量(mAh)/充电电流(mA)*1.5的系数。
• 假如你用1600mAh的充电电池,充电器用400mA的电流充电,则充电时间为:1600/400*1.5=6小时。
电池组的一致性
• 由多个单体电芯串连、并联在一起就组成了电池组。电池组的整体性能和寿命取决于其中性能较差的一个电芯,这就要求电池组中每个电芯性能的一致性要高。
• 除了单体电芯本身性能的误差和原材料质量的好坏,最主要原因是制造工艺,工艺的改迚对提高电池的质量非常重要。

什么叫锂离子电池
• 锂离子电池是指Li+嵌入化合物为正、负极的二次电池。
• 正极采用锂化合物:LiFePO4、 LiMn2O4和LiCoO2
• 负极采用锂-碳层间化合物LiXC6。
• 电解质为溶解有锂盐LiPF6、 LiAsF6等有机溶液。
锂离子电池分类
1)按外型分:方形锂电池(如普通手机电池)和圆柱形锂电池(如18650);
2)按外包材料分:铝壳锂电池,钢壳锂电池,软包电池;
3)按正极材料分:钴酸锂(LiCoO2)、锰酸锂(LiMn2 O4)、三元锂(LiNix Coy Mnz O2)、磷酸铁锂(LiFePO4);
4)按电解液状态分:锂离子电池(LIB)和聚合物电池(PLB);
5)按用途分:普通电池和动力电池。
6)按性能特性分:高容量电池、高倍率电池、高温电池、低温电池等。
锂离子电池结构
1)正极:活性物质(LiFePO4、 LiMn2O4和LiCoO2)+导电剂(乙炔黑)+粘合剂(PVDF)+集流体(铝箔)
2)负极:石墨+导电剂(乙炔黑)+粘合剂(PVDF)+集流体(铜箔)
3)电解质:LiPF6 、 LiAsF6等+DMC EC EMC
4)隔膜(PP+PE)
5)外壳五金件:铝壳、盖板、极耳、绝缘片
锂离子电池工作原理
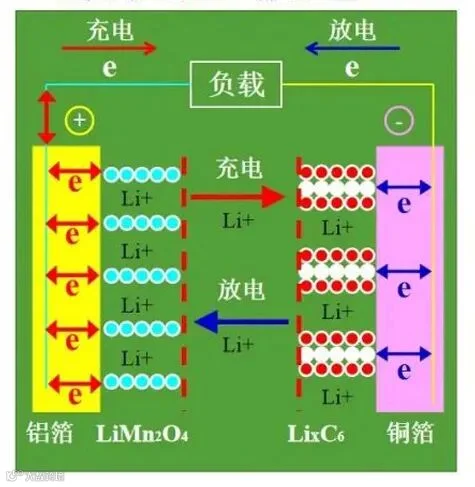
充电时:正极的Li+和电解液中的Li+向负极聚集,得到电子,被还原成Li镶嵌在负极的碳素材料中。
放电时:镶嵌在负极碳素材料中的Li失去电子,进入电解液,电解液内的Li+向正极移动。
• 充电过程:
电源给电池充电,此时正极上的电子e从通过外部电路跑到负极上,正锂离子Li+从正极“跳进”电解液里,“爬过”隔膜上弯弯曲曲的小洞,“游泳”到达负极与早就跑过来的电子结合在一起。正极上发生的反应为LiMn2O4 ==Li1-xMn2O4+Xli++Xe(电子)负极上发生的反应为6C+XLi+Xe==LixC6
• 放电过程:
电池放电,此时负极上的电子e从通过外部电路跑到正极上,正锂离子Li+从负极“跳进”电解液里,“爬过”隔膜上弯弯曲曲的小洞,“游泳”到达正极,与早就跑过来的电子结合在一起。正极上发生的反应为Li1-xMn2O4+xli++xe(电子) ==LiMn2O4 负极上发生的反应为LixC6 == 6C+xLi+xe
锂离子电池性能
1)常规性能
容量、电压、内阻
2)电化学性能
充电特性、放电特性、循环寿命、倍率充电特性、倍率放电特性、低温特性、电池组放电特性
3)安全性能
挤压、针刺、短路、过充、过放、热冲击、热循环、振动、低压、湿水
锂离子电池生产所用设备
• 真空搅拌机
• 拉浆机(涂布机)
• 裁切机
• 辊压机
• 卷绕机
• 激光焊机
• 真空注液机
• 化成检测柜

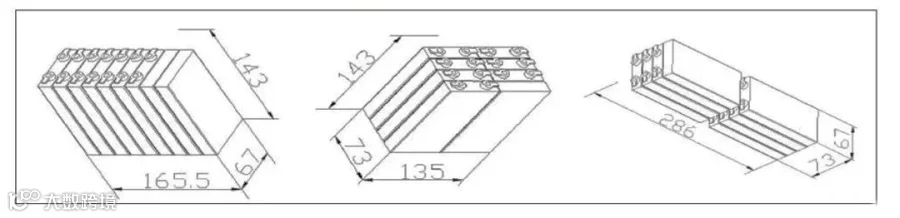
单体动力电池
构成动力电池模块的最小单元。一般由正极、负极、电解质、隔膜、外壳及端子(极端)等组合而成,可实现电能与化 学能之间的直接转换。

动力电池模块
单体动力电池在物理结构和电路上连接起来的构成动力电池包或系统的最小分组,可作为一个单元替换。

动力电池包
能量存储装置,包括单体或模块,通常还包括电池电子部件、高压电路、过流保护装置,电池箱以及与其他 外部系统(如冷却、高压、辅助低压和通讯等)的接口。
电池的串并联
电池包是有电池单体和模块通过串并联来组成。
电池:串联增加电压,容量不变Vn =n×Vi Cn= Ci
并联增加容量电压不变Cn =n×Ci Vn =Vi
电容:串联增加电压容量变小Vn =n×Vi 1/C=1/C1 +1/C2
并联增加容量电压不变CF =n×Ci Vn =Vi
复联:可同时增加电池的电压和容量来组成。
注意:组合电池数越多, 电池组的可靠性越差,一 般在组合电池时,应采用 同一系列,同一规格尺 寸,性能相同的电池。这 就是我们常说的电池的均匀性问题。通常表现的参数:电压、容量和内阻。
电池的命名方法
• 不同的厂家有不同的命名规则,但通用电池大家都遵循统一的标准,根据电池的名称可以知道电池的尺寸等。
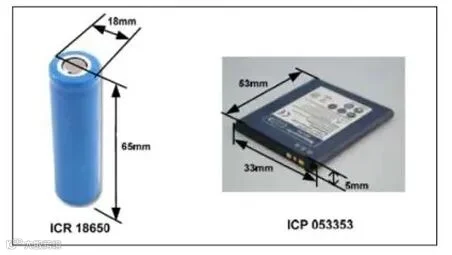
• IEC61960 规定,圆柱形和方形电池的规则如下:
圆柱形电池:3 个字母后跟5 个数字,3 个字母,第一个字母表示负极材料,I 表示有内置的锂离子,L 表示锂金属或锂合金电极。第二个字母表示正极材料,C 表示钴,N 表示镍,M 表示锰,V 表示钒。第三个字母为为R 表示圆柱形。5 个数字,前2 个数字表示直径,后3 个数字表示高度,单位都为mm。
方形电池:3 个字母后跟6 个数字,3 个字母,前两个字母的意义和圆柱形一样,后一个字母为P 表示为方形。6 个数字,前2 个数字表示厚度,中间2 个表示宽度,后面2 个表示高度(长度),单位也为mm 。
如:ICR 18650 就是直径为18mm,高度为65mm 的通用的18650 圆柱形电池;
ICP 053353 就是厚度为5mm,宽度为33mm,高度(长度)为53mm 的方形电池。

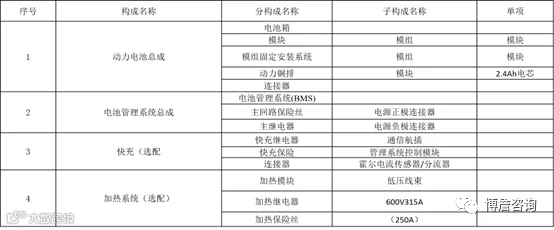
电池包总成基本构成
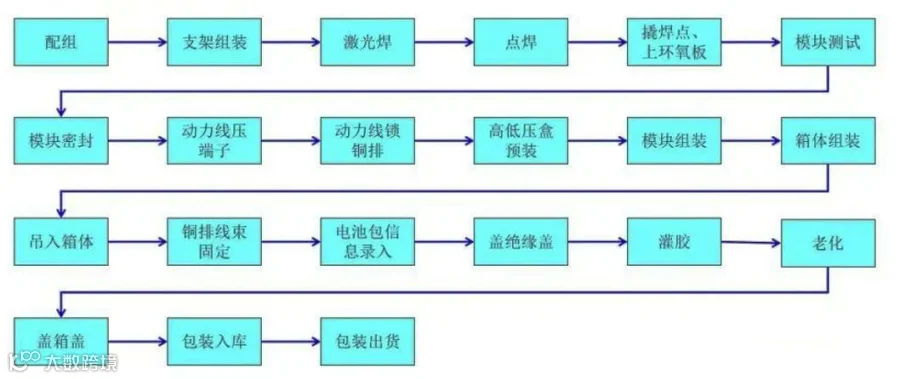
电池包生产流程
配组(2台)
A.生产:
1)容量等级分档(25+2℃,0.5C充放电容量)
2)内阻分档(1KHZ 交流内阻)
20mΩ≤IR(绝缘电阻)<26mΩ
3)电压分档:3mV一个档位
4)禁止电芯混等
5)电芯堆放不得超过7盒
B.品质:
1)电压:开路电压
• 用万用表直流电压档检测开路电压
2)内阻:交流内阻
• 用内阻测试仪测定电芯内阻。
3) 容量:电芯容量(标称容量)
其他:1、热缩外观良好;2、无漏液;3、无划伤;4、无生锈;5、无变形;6、输出端有无氧化。
支架组装
A.生产:
1)常用电芯:20EB和24EB
2)电芯数量:按设计和客户要求
例:136P30S的计算公式为136×30=4080个
3)电芯分布参照电芯分布图
4)组装注意事项:
A、不同电池包的电芯不可混料;
B、不同电池包的模块不可混料;
C、电芯及模块都要正极朝上摆放。
B.品质:
1)外观要求:
• 无变形、破损、披锋、异物、脏污;
• 支架平整、无装错。
2)装配要求:
• 装配吻合,无缝隙、装反、装错、电芯位置正确。
3)二维码:
• 编号清晰,同模块编号一致,位置正确,无漏贴、重码
激光焊
A.生产:
1)铜排和镍片:按设计和客户要求
例:江铃E100具体为:
A、大铜排和镍片各1PC,尺寸:
B、小铜排和镍片各2PCS,尺寸:
2)7台设备,开班前每台机首件和停机超过1H均需测试拉力N=1。拉力要求为:40~120N.m范围内。
B.品质:
1)铜排和镍片外观:不可脏污、变形、破裂、生锈及极耳短接等不良;
2)镍片和铜排组装:镍片安装平整,歪斜、松动、重叠不可;
3)焊接外观:虚焊、焊焦、焊穿、有焊渣不可。极耳弯褶、断裂不可;
4)焊接强度:不同型号的电池PACK有不同的要求,具体见设计要求。
例:E100 镍片:
分体侧:45-120N
整体侧:50-150N
点焊
A.生产:
1)模块、复合铜排:按设计和客户的实际要求的型号。
• 模块放入夹具(先负后正)→放入机器→启动→观察点焊情况→取出→自检焊点品质→入台车
• 模块放入夹具:点焊机在运行中要注意观察是否有炸火、焊偏、和漏焊现象,发现有以上不良现象及时通知现场调机人员。
2)20台洛柳点焊机。
B.品质:
1)模块装反、漏装、错位不可。
2)焊接夹具确认:清洁、平整,毛刺、磨损、松动不可;
3)点焊强度规格为:45-120N;
4)焊接外观:虚焊、焊焦、焊穿、有焊渣不可。
撬焊点、上环氧板
A.生产:
1)撬焊点:
主要目的是检查模块焊点是否有虚焊、过焊、焊偏等现象。
2)上环氧板:
• 环氧板的六个孔套入模块上的六个圆柱上。
• 模块上端的两个卡扣须用把环氧板按入卡扣内。
B.品质:
1)焊点外观要求:
裂痕、焊穿、虚焊、漏焊、焊偏、焊焦、有焊渣、极耳重叠不可。
2)环氧板装配要求:
装配到位,卡扣完好,无松动、破损。
模块测试
A.生产:
1)根据电芯的串并联数,在电脑终端上找到相应的参数表;
红色电笔垂直在正极上(蓝色支架),黑色电笔垂直在负极上(白色支架)
2)设备:电压内阻测试仪
B.品质:
1)电压和内阻在要求范围内;
2)数据记录完整、正确;
3)二维码顺序正确;
4)不同电池包之间的模块混料。
模块密封
A.生产:
1)主要目的:将模块的上盖和下盖连接的部位上胶,使其完好地保护电芯。
2)工具和材料:
莱斯汀胶、胶枪和刮刀。
3)注意事项:
• 卡扣及连接部位需确认满胶;
• 不同电池包的模块不可混放。
B.品质:
1)支架结合处密封完好;
2)不可漏涂胶,胶堆积和少胶。
动力线压端子
A.生产:
1)动力线通常规格为35mm²,根据不同型号的PACK,截取相应长度的动力线(参照动力线长度图纸)。
2)生产工具:压线钳、刀片、铜线钳和热风机等。
3)材料:动力线、端子、热缩套管φ18
B.品质:
1)动力线长度满足图纸要求;
2)压接强度≥185KG,线芯外露不可;
3)热塑管长度满足要求;
4)套管热缩完好,遮盖端子接触面不可。
动力线锁铜排
A.生产:
1)将压好端子动力线与铜排、总正负动力线、串连动力线等装配在一起;
2)螺栓紧固,扭力为24N.m;
3)工具:扭力扳手和夹具。
B.品质:
1)螺栓紧固,扭力为24N.m;
2)端子出线口朝上;
3)热缩套管长度满足工艺要求。
高低压盒预装
A.生产:
1)低压盒预装:
固定板上的螺丝必须蘸多力仕胶。
2)高压盒预装:
• 绝缘柱的装入相应的位置,方向不能错;
• 工具:扭力扳手、十字螺丝刀、13MM套筒和8MM套筒。
B.品质:
1)高、低压盒预装无误、欠品;
2)绝缘柱上的螺栓紧固扭力为24N.m;
3)支架背面的螺栓紧固扭力为6.8Nm;
4)组合螺栓的螺栓紧固扭力为10Nm 。
模块组装
A.生产:
1)根据设计要求进行模块组装,目前为负极朝外,正极在内
2)每个模组上有6根螺杆,先要对螺母进行预紧,再进行紧固,紧固气力为13N.m。
B.品质:
1)模块按顺序排列,最外侧的模块均是负极(白色支架)朝外,正极对正极(蓝色支架)。
2)螺丝紧固扭力为13N.M。
箱体组装
A.生产:
1)将预装好的高低压器件、总正动力线、BMS、通信线等装入箱体;
2)将把总正、总负端口固定在箱体上。
B.品质:
1)各部件无错装、漏装;
2)螺丝欠品、滑牙不可;
3)螺丝上未用记号笔标注不可。
吊入箱体
A.生产:
1)将组装好的模组吊入组装好的箱体,先装入BMS侧的模组,再装入另一组;
2)模组装入后,孔位须与箱体孔位对齐,螺丝孔位与箱体螺丝孔位对齐;
3)使用扭力扳手将螺柱进行紧固,完成后贴上箱体二维码。
B.品质:
1)模组位置正确,二维码朝外,二维码端正、平整;
2)螺柱松动、欠品不可。
铜排线束固定
A.生产:
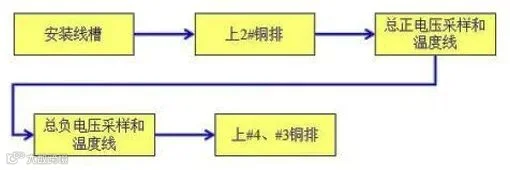
1)双手佩戴纱手套,防止受伤;
2)部品的组装顺序和步骤严格按WI执行;
3)任何的异物都不可以遗留在箱体内;
4)低压线安装顺序按分布图纸。
B.品质:
1)部品组装顺序按设计和图纸要求;
2)部品错装、漏装不可;
3)紧固螺丝松动、无记号不可;
4)电压线、温度线、串联线错装、漏装不可,位置接错不可;
5)电压、内阻、压差、绝缘电阻在规格范围内;
6)高低压线的端口裸露在外不可。
电池包信息录入
A.生产:
1)信息录入:BMS主板→BMS从板→模块→模块;
2)测试:绝缘内阻→ 模块电压内阻→模组电压内阻;
• 表笔的正负极都必须接触到被测部位;
• 测试绝缘内阻时,不可触碰到电池包。
B.品质:
1)电压、内阻、压差、绝缘电阻在规格范围内;
2)二维码脱落、欠品、错误不可。
盖绝缘盖
A.生产:
1)绝缘罩的卡扣须完全插入绝缘板的小孔中,并完全卡住;
2)绝缘罩必须与相应的铜排配备。
B.品质:
1)绝缘罩松动、漏装、错装不可;
2)绝缘罩卡位变形、破损、脏污不可。
灌胶
A.生产:
1)黑白胶在抽胶前须进行充分搅拌(至少1分钟);
2)胶倒入胶罐后须进行充分的搅拌(20~30分钟);
3)胶在搅拌OK后,设置出胶速度与出胶时间;
4)灌胶手法按WI要求。
B.品质:
1)灌胶的覆盖情况符合标准要求;
2)硅胶只可在模组范围内。
老化
A.生产:
1)对电池PACK的模组、模块及单体电芯的性能做综合的测试;
电池PACK性能:循环寿命、容量、压差等。
2)各电池PACK的老化充放电条件按老化工步指导书实施;
3)环境要求:温度为25±5°,湿度为15%~90%。
B.品质:
1)电池PACK性符合标准要求;
2)测试的环境满足要求。
盖箱盖
A.生产:
1)箱盖备料:螺丝孔里滴入多力仕胶,孔周围涂上甲固胶。
2)盖箱盖:箱盖与箱体孔位对齐配合,使用扭力扳手紧固螺丝。
B.品质:
1)胶水不溢出;
2)螺丝松动、漏装、打斜不可。
包装出货
A.生产:
贴高压危险标签→贴锂电系统铭牌→合格证→电池PACK吊入木箱→取下随工单→放入检验报告→盖好木箱盖
B.品质:
1)箱体铭牌的电池组编码与电池包二维码相对应;
2)测试报告二维码与电池包二维码相对应;
3)危险标签、铭牌、合格证粘贴位置无误、平整。