
chan
产
pin
品
te
特
dian
点

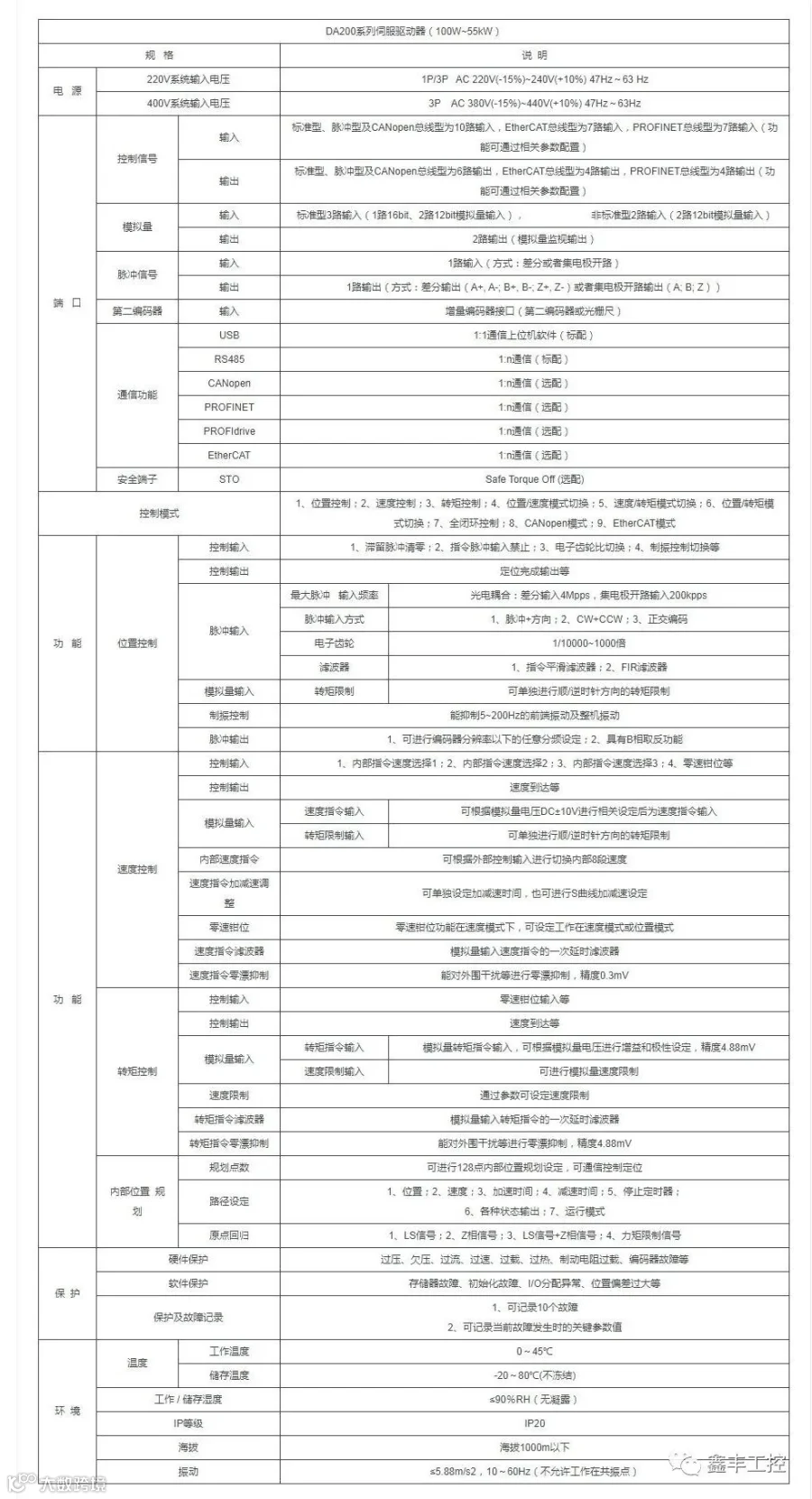
* 响应频率2.0kHz,高动态响应,缩短整定时间,最大限度发挥高端机械性能;23位高精度编码器,定位更精准,低速加工更平稳,加工表面更光洁;
* 内部多点位位置,原点回归,智能化增益调整及切换,控制随心所欲;
* 速度观测和负载惯量识别,大幅提高轨迹跟踪精度;
* 全闭环抑振、低频抑振、扰动抑制、摩擦转矩补偿、自动/手动滤波陷波设置,高刚性,无微振:
* 电子凸轮、龙门同步精品应用;
* 3倍过载能力,澎湃动力;
* 支持旋转电机、直线电机、第三方电机;
* 支持PROFINET、EtherCAT、Modbus、CANopen高速工业总线;
* 功率:0.1kW-55kW
gui
规
ge
格
can
参
shu
数
ying
应
yong
用
an
案
li
例
随着社会不断的进步,对建筑行业提出了新的要求。我国的建筑行业正在由粗犷
型转化成绿色节约型。施工便捷、工期短、效率高成为了建筑行业的主调。钢筋桁
架叠合板作为一种新的楼板形式,促进了预制体的工厂化和标准化。钢筋桁架的需
求量不断增加,促使钢筋桁架自动焊接设备的不断发展。
本文以IVC3 PLC和DA200伺服为电气方案的钢筋桁架自动成型设备为例,详解钢筋桁架设备的特点。
系统设计原理及特点:
1.1 系统方案介绍
IVC3是英威腾高性能的小型PLC,支持电子凸轮/电子齿轮功能,具有出色的运动控制功能和灵活的通讯组网方式。DA200系列高性能交流伺服系统是英威腾为了满足行业市场与用户需求,以助力用户产业升级为出发点,倾力打造的行业明星产品。领先的控制性能与行业需求结合只为激发伺服系统与应用环境的完美结合。方案拓扑及设备如图2所示。
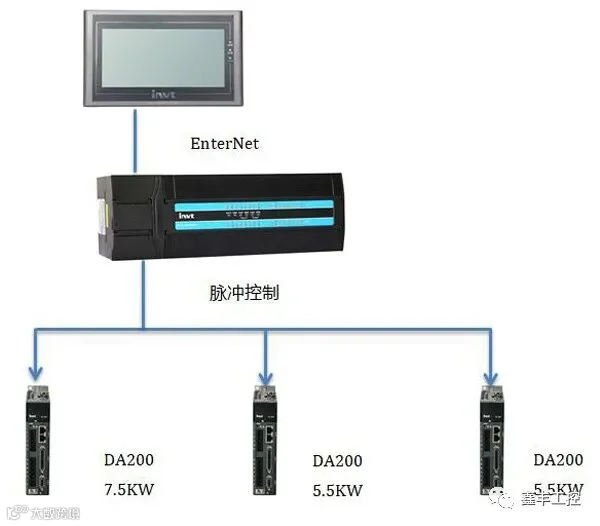
图2-a方案拓扑图
该图为桁架焊接设备的后半部分设备,主要作用是,对五根钢筋进行粗校直,钢筋弹力释放,钢筋用量缓存。每个钢筋通道有前、后、限位三个限位传感器,实现自动送料,自动停止,过限故障报警停机(防止前边设备出现拉扯)

钢筋缓冲区的侧面图,前面为钢筋的粗校直部分

图2-b钢筋缓冲区的侧面图

图2-c 桁架折弯焊接部分
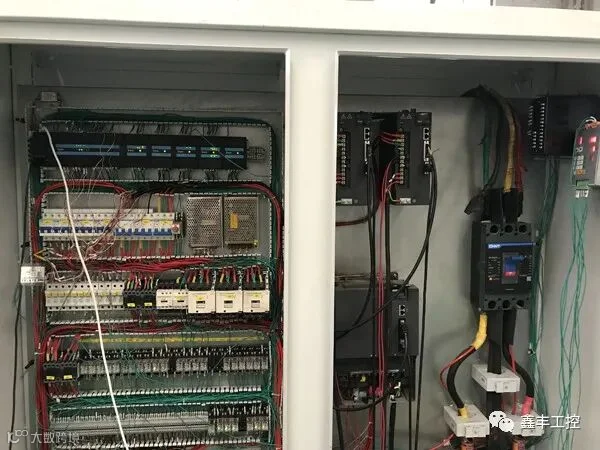
图2-d电气柜布局图
1.1.1性能
IVC3出色的运动控制性能与DA200相结合可以实现对桁架设备的精确控制。IVC3+DA200的控制方案焊接触的桁架与要求的桁架的规格误差在±5%以内,完全符合产品要求。该方案极大提高了生产效率,原来控制方案客户使用时最高生产速率为10m/min,现在的方案控制下桁架设备可以在11m/min的速度下平稳的运行。并且,在11m/min的运行速度下钢筋桁架的实际裁剪长度与设定的桁架长度(>1m)误差在±0.5mm以内。
1.1.2新方案其他方面的优势
整个桁架设备有前送料伺服、后送料伺服和拱弯伺服(2 台5.5KW和1台7.5KW),三台伺服。原来的控制方案,客户在调试的过程中存在很多操作不方便的地方。原来的控制方案中前送料伺服和后送料伺服始终是联动的。在桁架折弯前向设备中穿钢筋时,如果人为操作不当使得腹筋发生弯曲,只能将弯曲的钢筋剪断,重新向桁架设备中手动送入钢筋。钢筋材料浪费严重,调试过程繁琐。
新的控制方案中对这个不足之处进行了改进,在系统中加入了“联动/单动”功能选择按钮,正常操作时前送料伺服和后送料伺服联动,保证送料平稳,防止在手动操作时由于操作不当使得手动折弯的钢筋被拉直。如果由于操作不当使得腹筋发生弯曲,将“联动/单动”按钮旋至单动状态,就可以单独操作前送料伺服和后送料伺服,将弯曲的腹筋用伺服拉直,然后重新将“联动/单动”按钮选至联动,保持联动送料状态。减少钢筋浪费,减少调试时间。
原方案在手动操作的过程中,总是会出现顶压气缸与拱弯伺服人为操作顺序错误,总是出现腹筋弯曲的问题。严重影响操作进程。新的控制方案在手动操作的中,顶压气缸与拱弯伺服做了“联锁/单动”按钮,在“单动”状态下可以对拱弯伺服与顶压气缸进行单独操作。在“联锁”状态下只需要操作“拱弯”按钮就可以实现气缸顶压和拱弯的两个动作。更加符合人为的操作习惯,避免了人为操作时出现的问题。极大的降低了手动操作的失误率,缩短了设备调试时间,提高了生产效率。
系统调试:
2.1 调试步骤
1、检查伺服控制器外部接线,确保制动电阻准确连接(伺服制动时耗能,使伺服快
速停止),设定好伺服中制动电阻的参数。
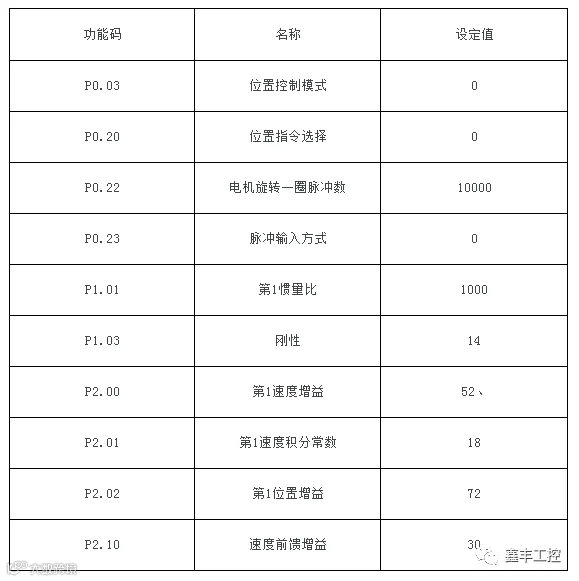
2、点动伺服运行,监控伺服实时运行惯量比,根据伺服实际运行效果调整刚性、位
置增益、速度增益和积分时间常数等参数,提高伺服的响应
3、检查外部传感器的信号,保证伺服运行中的安全性。
4、利用单步运行按钮操作设备单步运行,确保PLC程序逻辑运行的合理性
5、在极低的运行速度下启动设备自动运行,观察自动运行情况下逻辑的合理性,并
对系统逻辑及时调整,直到系统满足工艺要求。
2.2参数设置
客户反馈新的控制方案下,桁架设备的调试时间缩短了很多,现场设备一直在用于桁架生产,设备运行稳定,设备操作方便,极大的提高了生产效率。
详情请咨询:0531-88160237(商务部)0531-66570086(技术部)
