小知识


按:很多纺纱企业与我公司的地理位置、生产规模、设施装备、工艺流程以及产品系列等不尽相同,但其总结的许多经验,对我们(尤其是新工和初级技术人员)还是有了解、学习、参考和借鉴价值的。

3.1 优选工艺
(1)速度——增大锡刺比
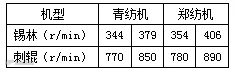
加大锡林与刺辊的速比,由1.9增大为2.3,可减少纤维损伤、提高刺辊上纤维向锡林的转移率。速度配置见表2。
表2 梳棉机速度配置
(2)后部给棉——薄喂
选用较轻的棉卷定量(干重≤350g/m),有利于增强给棉罗拉和给棉板对棉层的握持力,刺辊的分梳效果好,棉网清晰度提高,棉结杂质减少。
(3)前部出条——轻定量、中速度
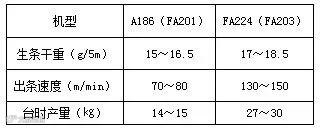
单产不要太高,生条定量偏轻控制,适当加快道夫速度,对提高棉网清度有利。前部工艺建议见表3。
表3 梳棉机前部工艺配置建议
(4)后罩板入口隔距——放大
后罩板入口隔距由26英丝增大为33英丝,可提高刺辊上的纤维向锡林的转移率,生条短绒可减少0.3~0.5%。
(5)分梳元件——矮齿、小角、纵稀、横密。针布推荐配置见表4。
表4 针布推荐配置

3.2 做好设备基础工作
(1)校正锡林动平衡,径跳0.02mm,两侧斜磨0.05/150mm。
(2)做好盖板铁骨平面和踵趾面的铣削工作(0.56mm小踵趾),同台盖板铁骨根与根高低差异不超过0.05mm。
(3)A866A磨盖板机金钢砂带长磨辊改用大气孔陶瓷砂轮,结合磨辊加速15%,并加磨3mm小平面。磨盖板后同台根与根针高差异小于0.03mm。
(4)刺辊改包A5010×05032V自锁齿条,齿宽比原来-0.15mm,齿密由36T增加为43T,刺辊的不圆正度不超过0.05mm。横密、纵稀、大角、弧背齿条更有利于增强分梳和转移。
(5)做好上述基础工作后,可以实施“紧隔距、强分梳”工艺:刺辊~锡林 6英丝、盖板~锡林7×6×5×5×6英丝、道夫~锡林 4英丝。
3.3 剥棉方式改造
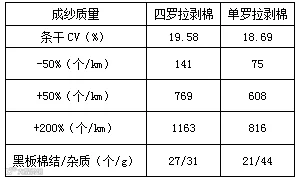
A186(FA201)改单罗拉剥棉,可明显提高棉网清晰度和成纱质量。单罗拉剥棉的张力牵伸稍大为好,有利于提高棉网清晰度和后弯钩纤维的伸直度。改用单罗拉剥棉后生条条干均匀度明显提高,成纱质量对比试验见表5。
表5 C14.6tex不同剥棉方式质量对比试验表
为减少机前断头,单罗拉剥棉应采用较重的定量,生条干重18g/5m。
3.4 圈条器传动改造
圈条器的传动三角带改用同步齿形带,生条重不匀由3.5%降为2.8%。
3.5 固定供应
生条应实行一条龙固定供应,即根据班产估算一台并条应配套的梳棉机台数,梳棉机应配用与梳棉机同号的条筒,并条机机后的生条应取自不同机台的生条,不用或少用重复筒号。
4.1 普梳纱的并、粗工艺
(1)并条采用有利于提高纤维伸直度的工艺。头并8根(或7根)并合,后牵伸大(1.7~2.0),总牵伸小(≤7.5);二并8根并合,后牵伸小(1.1~1.2),总牵伸大(≥8.5)。
(2)粗纱采用集中牵伸工艺。后牵伸1.08~1.15倍,最佳总牵伸:三罗拉6.5~6.8倍,四罗拉7.8~8.0倍,后区罗拉中心距62~70mm。
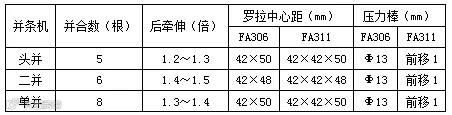
(3)并条罗拉中心距:头并FA306:42×50mm,FA311:42×42×50mm;二并FA306:40×52mm,FA311:40×42×52mm。并条压力棒:头并FA306:Φ13mm,FA311前移2m;二并FA306:Φ14mm,FA311前移1mm。
(4)粗纱罗拉中心距:三罗拉46.5×64.5mm,四罗拉36×46.5×64.5mm。

4.2精梳纱的精、并、粗工艺
4.2.1 精梳准备工艺
为改善小卷的横向均匀度,小卷的并合数宜多,因而预并条定量要轻(≤16.5g/5m)。A191并合数20根,SR80并合数31根(上15/下16)。为提高精梳条质量,精梳机应采用“薄喂”和“短给棉”工艺,A191小卷定量不大于42g/m,SR80小卷定量不大于62g/m,精梳给棉长度A201选4.90(14T),CJ40选后退给棉4.96(19T)。
(1)预并条工艺应采用与普梳纱头并相同的、有利于提高纤维伸直度的工艺,后牵伸大,总牵伸小。
(2)A191条卷机工艺,预并条定量15.6g/5m,并合数20,总牵伸1.48,小卷定量42g/m。
(3)SR80条并联工艺,预并条定量16.4g/5m,并合数31,总牵伸1.64,小卷定量62g/m。
小卷满卷长度320m,渐增加压:初始值0.33Pa,整个小卷分为24段,每段压力递增0.01Pa,满卷值0.33+0.24=0.57Pa。
4.2.2 精梳工艺
(1)A201E精梳机。选用较小的张力牵伸,有利于提高棉条的条干均匀度,建议选取:棉卷张力1.024(50T)、棉网张力1.042(85T)、台面条张力1.026(85T)、小压辊张力1.013(57T)。
机械工艺:锡林165r/min、毛刷(新/旧)1100/1200r/min。给棉罗拉隔距(上/下):细绒棉22/25mm、长绒棉25/28mm;牵伸罗拉中心距:细绒棉36.6mm、长绒棉42.6mm。
(2)CJ40精梳机。锡林速度细绒棉280r/min,长绒棉230r/min,棉卷张力1.15(53T)、棉网张力1.042(43T)、台面压辊张力1.023(81T)、大压辊张力1.021(37T)、小压辊张力1.013。
机械安装工艺:锡林定位:细绒棉34°、长绒棉35°;落棉隔距:细绒棉8mm、长绒棉12mm;牵伸罗拉隔距(S×A):细绒棉5×45mm、长绒棉10×52mm。
4.2.3 精梳后并条工艺
通过精梳工序后,精梳条中纤维大部分已伸直平行,且在精梳准备工序中棉条已经过多次混并,纤维的结构较好,抱合力较差,因此精梳后并条的工艺对成纱质量影响较大,要慎重选择。推荐值见表6。
表6 精梳后并条工艺推荐值
4.2.4 粗纱工艺
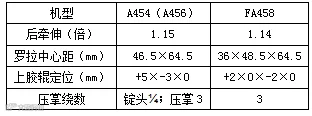
采用集中牵伸工艺,即后牵伸小,后区罗拉中心距大。推荐工艺参数见表7。
表7 粗纱机推荐工艺参数
5.1 粗纱高捻度的优势
高捻度能提高粗纱的强度,有效减小粗纱引纱时的意外伸长,改善细纱的阴影细节和毛羽,同时还能减少粗纱断头。高捻度粗纱的捻系数一般在114~120之间选择,粗纱定量轻、纤维粗短时选大些,定量重、纤维细长时选小些。
5.2 紧卷绕可有效减小粗纱的伸长率差异
“张力越小,伸长就越小,因而张力越小越好”这是一种认识上的误区,实际上张力与伸长是两个截然不同的概念,不能混淆,更不能等同。伸长率的大小主要取决于粗纱的卷绕线速度和前罗拉线速度之差值,差值大伸长也大,差值小伸长也小。而前罗拉的线速度是恒值,因此伸长率的控制和调整,实际上是卷绕速度的控制和调整。
粗纱张力是由纺纱段(罗拉至锭头)张力、锭翼通道阻力和压掌卷绕张力三个部分组成。纺纱段张力主要取决于卷绕速度。卷绕速度慢,纱条松驰,张力小,松驰严重时,会出现“浪断头”;速度快纱条张紧,张力大,伸长也大,张力过大时会发生“急断头”。“浪断头”发生在纺纱段,“急断头”发生在卷绕段。通道阻力与锭翼光洁度、锭速、温湿度有关,光洁度差,锭速快和高温、高湿时,阻力就大;卷绕张力主要与锭头、压掌绕数、通道阻力有关,绕数多、通道阻力大,卷绕张力就大。
对粗纱张力与伸长的正确认识应是在必要的纺纱张力和“足够大”的卷绕张力的条件下,追求最大限度地减小伸长差异和伸长波动,而实施紧卷绕工艺是减小伸长差异和波动的最积极、最有效的方法。
紧卷绕能使伸长差异和波动减小的因果关系是:大小纱,前后排和同排锭与锭的张力大小差异是肯定的,因而卷绕在筒管上的粗纱因张力大小而被压扁程度的差异和由此而导致卷绕直径和卷绕线速度的差异是肯定的,随着卷绕层数的增多,这种差异越来越大,因而伸长率的差异也随之越来越大。
实施紧卷绕必须增大粗绕的卷绕张力,当粗纱机的整体卷绕张力“足够大”时,粗纱卷绕紧密,手感坚硬,粗纱被压扁的程度很小,并趋于极限,在这种情况下,张力大小的差异对粗纱被压扁程度的差异就能显著减小,并趋于一致,大小纱、前后排和锭与锭的伸长差异也随之减小和趋于一致。
反之,整体卷绕张力小时,粗纱松软,张力大小的差异对粗纱被压扁程度的差异就增大,卷绕直径,卷绕线速度和伸长差异也随之增大。
同理,手感松软的粗纱对温湿度的变化远比坚硬的粗纱反应敏感,因此温湿度变化带来的张力和伸长的波动,松软粗纱比坚硬粗纱就大。
实施紧卷绕,一是增加锭头和压掌绕数,二是加快卷绕速度,但卷绕速度过快会增大纺纱段纱条的无序伸长而产生细节,因此必须配用高效橡胶假捻器,使纺纱段纱条的捻度增多,强度增大,在只要微量加快卷绕速度的条件下,即能使纺纱段纱条张紧,从而实现小伸长条件下获得紧卷绕。
江苏某厂曾对不同的压掌绕数对伸长率的影响作过试验,结果见表7。
表7 不同的压掌绕数对伸长率的影响
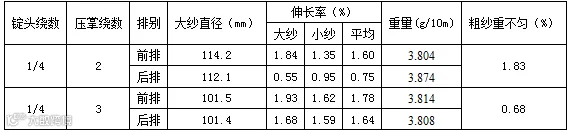
结果显示,增加压掌绕数,粗纱直径减小,有利于实现紧卷绕,对减小粗纱伸长差异和重不匀的效果显著。但绕数过多时,会使卷绕张力过大,卷绕段的纱条伸长增大和“急断头”增多。一般纯棉粗号纱(粗纱定量5.5g/10m以上)和化纤产品为1/4×2绕(锭头绕数×压掌绕数),纯棉细号纱为1/4×3绕,纯棉特细号纱(粗纱定量3g/10m以下)为3/4×3绕。
优选高效假捻器,可使纺纱段纱条的捻度增多,强度增大,伸长减小。江苏某集团公司曾在FA458粗纱机上对使用不同的假捻器做过对比试验,试验品种C18.2tex,粗纱定量5.4g/10m,计算捻度5.2T/10㎝,锭速900r/min,试验结果见表8,表中的数据为10锭平均值,同锭号不同假捻器。
表8 使用不同假捻器的效果对比

数据显示,加捻效率橡胶假捻器是聚氨脂假捻器的200%,伸长率减小33%,伸长率极差减小50%,萨氏条干下降2.8%。
综上所述,只有“足够大”的卷绕张力才能实现紧卷绕,只有实现紧卷绕才能减小伸长率和伸长率差异,而“足够大“的卷绕张力,只有在配用高效假捻器的条件下,才有可能加快卷绕速度而纺纱段纱条的伸长不会增加很多。前后排锭翼使用不同规格的假捻器,有可能使前后排粗纱的伸长率趋于一致。
紧卷绕应包括轴向和径向两项内容,鉴别轴向紧卷绕的方法是目视纱管上第一层粗纱,应似见未见纱管颜色。可通过变换升降变换齿轮来实现;鉴别径向紧卷绕,一是看纺纱段的纱条,必须张紧但尚有少量锭子稍有抖动,二是手感粗纱坚硬而稍有弹性。
5.3 粗纱高回潮的优势
粗纱高回潮可使纤维间的抱合力增大,捻度稳定,静电减少,要求纯棉粗纱回潮率在6.8%以上。
(待续)
薛金山 上海申达股份有限公司