
学习CNC编程其实并不复杂,即便是初学者也能迅速掌握。首先,你需要掌握一些基础的数学知识,特别是坐标几何,同时熟悉一些基本的编程代码。接下来,让我们一起探索一些基础但实用的CNC编程代码。
1. 数控程序中字母详解
O:此字母代表程序号,用于设定程序的编号。
N:作为程序段号,它负责设定程序的顺序编号。
G:准备功能,涵盖了各种编程指令。
X/Y/Z:这些尺寸字符用于指示轴的移动指令。
A/B/C/U/V/W:这些是附加轴的移动指令,提供更灵活的编程选项。
R:圆弧半径,用于设定圆弧的尺寸。
I/J/K:这些字母代表圆弧中心坐标(矢量),是计算圆弧的关键参数。
F:进给,设定在加工过程中的进给量。
S:主轴转速,影响加工速度和质量。
T:刀具功能,用于设定当前使用的刀具编号。
M:辅助功能,包括开/关控制等操作。
H/D:刀具偏置号,用于调整刀具的位置。
P/X:延时功能,设定程序执行时的延时时间。
P:程序号指令,常用于子程序的调用。
L:重复功能,设定子程序或固定循环的重复次数。
P/W/R/Q:这些参数在固定循环中使用,如攻牙操作中的参数设定。
2. 常用G代码详解
G00:此代码表示定位或快速移动,用于在加工过程中迅速移动到指定位置。
G01:直线插补,即控制刀具在两点之间以直线方式移动。
G02与G03:分别表示圆弧插补或螺旋线插补的顺时针(CW)和逆时针(CCW)方向。
G04:用于设定停留时间或延时时间,确保在加工过程中有足够的暂停。
G09:准确停止或精确停止检查,用于检查刀具是否精确地停止在目标位置。
G10:可编程数据输入,提供灵活的数据处理能力。
G17、G18、G19:这些代码用于选择不同的平面进行加工,如XPYP平面、ZPXP平面和YPZP平面。
G20和G21:分别用于英寸输入和毫米输入的设定,影响加工的精度。
G28:返回参考点检测,确保刀具能够准确地返回到预设的参考点位置。
G29:从参考点返回,即从起始点经过参考点返回到目标点的指令。
G30:返回第2、3、4参考点的指令,提供多参考点的快速切换能力。
G40至G44:与刀具半径补偿相关,用于调整刀具在加工过程中的位置和路径。
G49:取消刀具长度补偿,确保在加工过程中刀具长度得到正确处理。
G50和G51:比例缩放功能,用于调整加工过程中的缩放比例和中心位置。
G52:此代码用于设定局部坐标系,为加工过程提供局部位置的参考。
G53:选择机床坐标系,确保加工过程中的位置和运动基于机床的基准。
G54至G59:这些代码允许用户选择工件坐标系1至6,根据不同的工件和加工需求进行灵活调整。
G60:单方向定位功能,用于消除传动间隙,确保在加工过程中刀具能够准确、平稳地移动。
G61:准停检查方式,切削进给时减速并检查位置公差范围,保证加工精度。
G62:自动拐角倍率,优化刀具在拐角处的切削行为,提高加工效率。
G63:攻牙方式,专门用于螺纹加工,确保螺纹的准确性和质量。
G64:正常切削方式,切削进给接近目标位置时不减速,以及切削段与段之间不减速,提高加工速度。
G65至G67:与宏程序相关的调用和取消功能,提供强大的数据处理和编程能力。
G68至G69:坐标旋转功能,允许在加工过程中对坐标系进行旋转,以适应复杂的加工需求。
G73至G89:多种钻削和镗削循环指令,适用于不同的孔加工和螺纹加工任务。
G90至G99:绝对指令和相对指令,用于设定工件坐标系、选择固定循环后退方式等操作。
3. 常用M代码详解
M00:此代码会导致程序无条件停止。
M01:在满足某些条件时,程序会停止执行。
M02:标志着程序的结束。
M03:主轴以正转方式运行。
M04:主轴以反转方式运行。
M05:主轴停止转动。
M08:开启外部冷却系统。
M09:关闭所有冷却系统。
M26:启动内部冷却系统。
M30:程序执行完毕后,返回到程序开头。
M84、M95:分别用于检查托盘1和托盘2的状态。
M98:调用子程序。
M99:从子程序返回主程序。
M135:执行刚性攻牙操作。
M417至M419:与机床托盘的检查相关。
M433:检测刀具是否断刀。
M462:传送托盘号信息。
4. 常用算术运算
提供了加、减、乘、除等基本算术运算,以及正弦、反正弦、余弦、反余弦等三角函数运算,还有平方根、绝对值、舍入等数学运算。
5. 逻辑运算符
包括等于、不等于、大于、小于或等于、小于等逻辑比较运算符。
6. 程序转移和循环控制
提供了无条件转移、条件转移以及循环控制语句,如GOTO实现无条件跳转,IF实现条件判断和跳转等。
7. 循环语句
WHILE [条件表达式] DO
m=1,2,,3
一个程序可能包含这样的循环结构。
-
定义语句。这些语句包含程序编号、定义原点以及选择工具等重要信息。 -
加工语句。根据预设的坐标,利用G0、G01、G02、G03等指令来操控刀具的移动。 -
关闭语句。用于告知机床程序已执行完毕,同时使刀具和工件能够安全地回到原点并停止冷却。
在大多数编程情境中,定义和结束语句的格式是相似的。因此,深入理解加工说明是首要任务。起初,我们可以尝试从简单的形状开始编写代码,例如,假设我们使用的工具直径为10毫米(即半径等于5毫米),然后逐步构建更复杂的程序。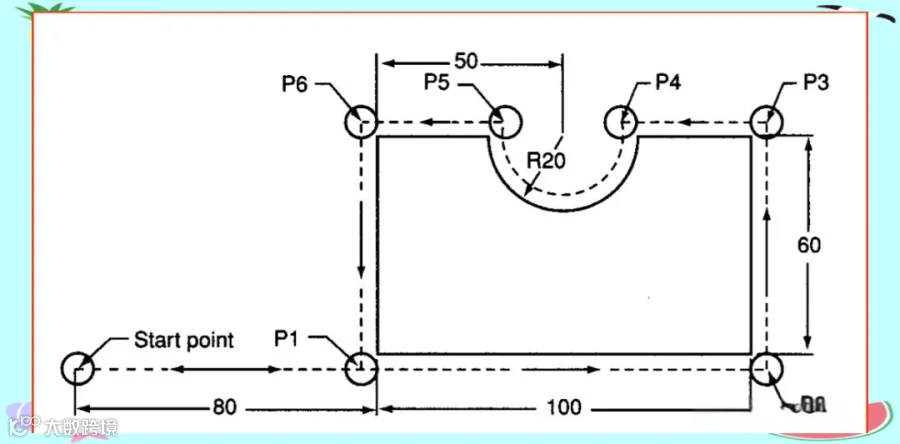
-
在获得工件/工程图后,首要任务是确定切割的起始点,即原点。选择合适的原点,将简化其余点(如P1、P2等)坐标的寻找过程。 -
紧接着,我们需要找出其他关键角点的坐标。 -
之后,利用代码来定义整个程序。这包括设置公制单位、选择增量式模式、设定进给速度等。 -
在加工部分,我们使用G00指令快速移动刀具至起点,并利用G01指令进行线性插补和切削。同时,确保冷却液在适当的时候打开,以保持刀具的冷却。 -
完成所有加工后,我们使用G00指令将刀具移回安全位置,并利用G28指令将机床移动到原始位置。 -
最后,通过M05和M09指令关闭主轴和冷却液,以及M30指令停止程序并倒带,确保所有操作安全且有序地完成。
掌握这些基础步骤后,你就可以开始尝试CNC编程了。通过不断的练习和实践,你将能够熟练掌握这项技能。