

一、中国重型汽车集团有限公司
企业基本情况
中国重汽作为我国最大的重型汽车生产基地,拥有整车、专用车及桥箱、变速箱、齿轮等零部件制造企业。构筑以国家重型汽车工程技术研究中心为核心,以工艺研发中心、产品试验检测中心、杭州动力研发中心、大同技术中心、成都王牌技术中心等为辅助的自主创新平台,不断提高企业研发创新能力。

集团总部全景

中国重汽智能网联(新能源)重卡智能制造工厂
中国重汽智能网联(新能源)重卡智能制造工厂坚持智能制造和创新驱动发展,按照智能化、数字化、柔性化、模块化设计,冲压、焊装、涂装、整车装配等工艺均达到国际一流水平,是国内重卡行业首创的智能工厂。截至目前,智能网联(新能源)重卡项目已陆续获得“国家级智能制造示范工厂”“山东省智能工厂”“山东省智能制造标杆企业”等荣誉称号。
智能工厂建设先进经验
1.工艺数字化管理平台
搭建全流程生产准备项目管理平台,实现了设计—工艺—制造—设计的全闭环工程变更管理体系;建立集团级工艺管理平台,打通各单位工艺管理信息孤岛,提高设计、工艺、制造协同能力,实现了工艺标准化和工艺数据的积累与重用。引入装配仿真进行工艺验证,提前发现设计中存在的技术问题,减少产品制造周期。

工艺设计-作业指导界面
2.产品多方位质量信息精准管控
全部拧紧机附带数据采集和上传功能,实现关键力矩螺栓的采集、记录等功能;油液加注前增加了正压检测设备,对油液管路封闭情况进行提前检查,避免绝大部分漏油问题。
车轮定位信息、检测线质检信息与MES系统紧密相连,实现整车安全项数据的精准追溯;利用引导定位、缺陷检测及激光点云等算法,实现对关键工件数据的获取及追溯,使机器人赋予眼睛,实现产线的智能化和数字化。
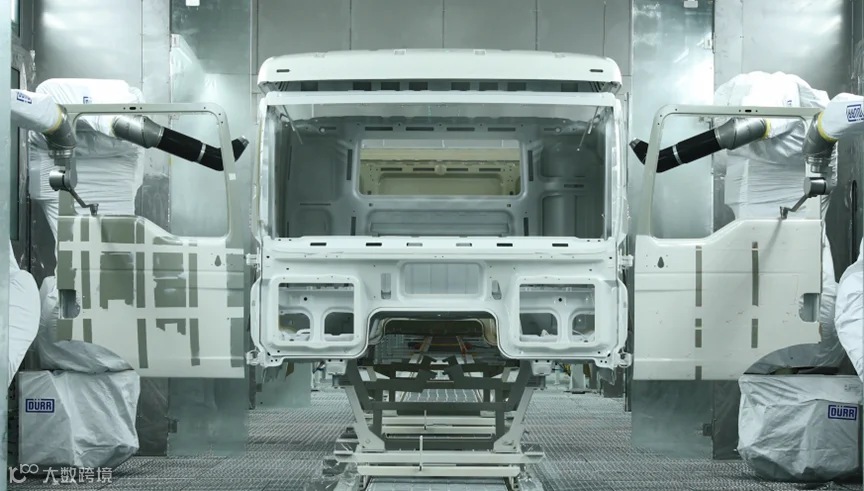
智能涂装线
(1)搭建CPS结构。通过基于物联网的装配过程监控系统和网络控制功能模块的联合作用,实现对装配过程的有效控制,提高装配线的效率,降低装配成本。
(2)搭建管控系统。分为管理终端及执行终端,管理端负责装配过程的维护、订单的管理、装配仿真管理等工作。执行端主要部署在站内,指导装配操作,记录和查看装配过程,反馈装配异常情况,记录质量检查结果等。
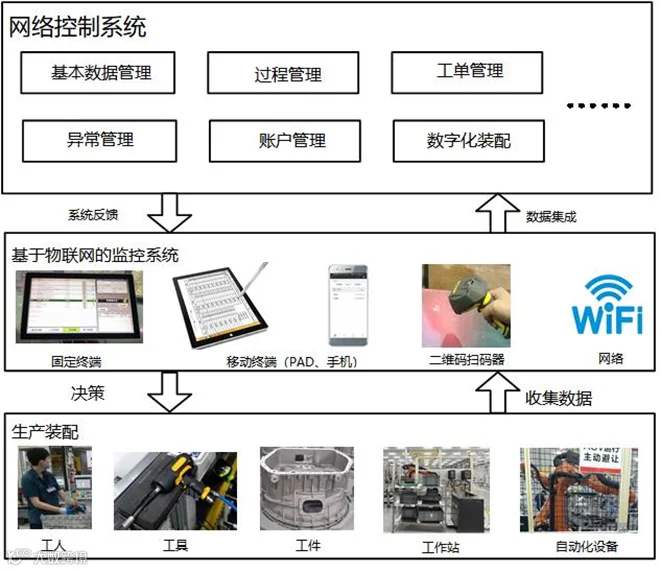
整体CPS框架

执行终端功能
4.基于资源匹配、绩效优化的精准派工
通过建立人员技能库、岗位资质库、生产日历信息库,提取相关数据构建数据仓库,实现人员技能水平与岗位技能资质的校验。通过建立人员技能库、设备信息库,实现设备维保人员技能水平与设备维保技能资质要求的校验,确保维保人员均是符合技能或设备保养资质的人员。同时,人员技能库与员工技能培训相结合,实现技能培训与技能等级的协同管理等。
5.高柔性化数字化生产线
(1)焊装线根据产品结构形式,在产线布置上采用矩阵式布置方案,实现分总成的焊接与驾驶室的拼接;
(2)涂装线输送前处理采用Rodip-E输送模式,每个载具可独立编程;供漆系统采用快速换色系统,可实现按照辆份进行供漆;
(3)车架线物流输送采用AGV、EMS、智能立库、RGV等实现物流输送自动化,兼容不同型号车架纵梁的混线输送;总装和内饰主线采用AGV式生产线,支撑采用兼容性共用支撑,实现不同车型的共线生产。
智能冲压生产线
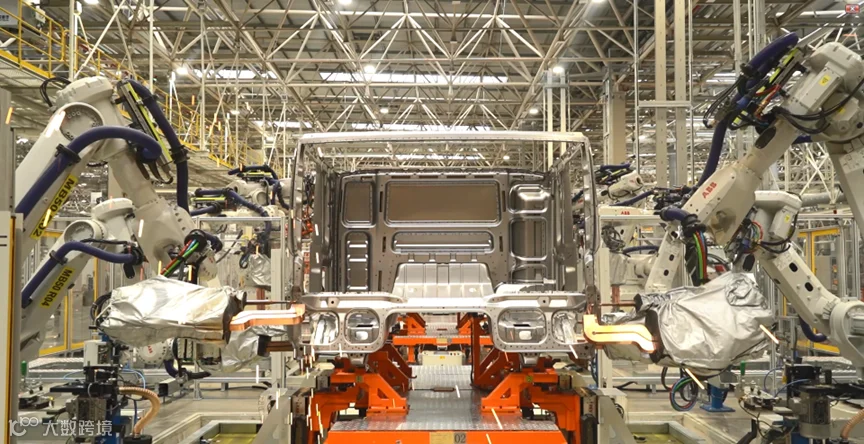
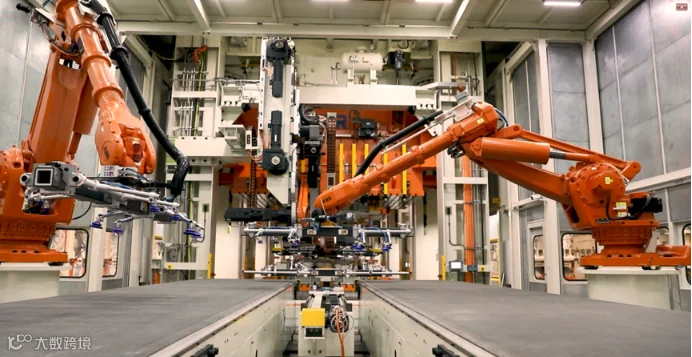
智能焊装生产线
6.智能立体库与物流管理系统
(1)建设智能立体库,分为托盘自动化立体库区和料盒多穿库区,实现整托/整箱出库、机械手码垛作业;建设高位货架区和地堆区,采取“货到人”及安灯拣选;
(2)应用LES系统,与生产业务高度协同,以实际生产过点信息为驱动,以简单高效的物流作业屏指示为配送依据,利用先进的“自动拉动”模式,建立数字地图,使用激光导航AGV无人驾驶自动配送,实现精准配送,有效减少线边堆料,降低物流成本,提高系统应急能力;

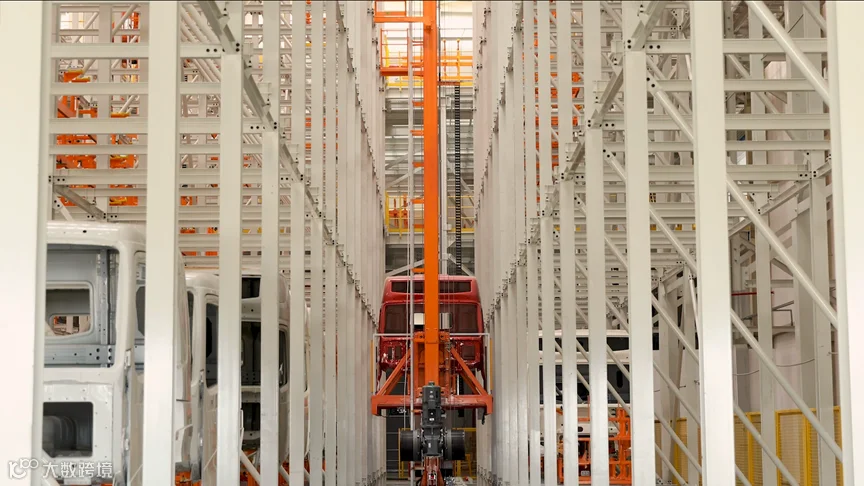
智能立体库
7.智慧能源信息化平台管理系统
搭建了“集团级+工厂级+产线级”三级计量体系,实施涵盖能耗报表管理、能源实时监控、告警管理、用能统计分析等的全方位、多维度监测,极大释放了人力资源。
8.供应链智能配送与动态优化
在SRM、ERP、WMS、LES等系统基础上,通过TMS系统将供应商发货货物信息、运输车辆信息、车辆运行状态、仓库收货道口及排队信息等实现连接,司机可以通过微信小程序实现网络预约,减少排队等待。
智能工厂建设成效
1.打通设计、工艺、制造数据流,工艺BOM准确率由86%提高到98%以上,生产准备项目管控范围由20%提升至100%;缩短研发BOM问题更改时间至48小时内;工艺数据完备率达95.2%,生产要素的覆盖率达90%以上,三维仿真系统中模型覆盖率达100%。
2.排产人员的线下沟通减少,缩减了80%的工作量,排产效率提高了80%以上,有力的促进了订单交付。提升线平衡率至80%-85%,通过工序优化、提升产线节拍,促使生产效率提高10%-15%。产生经济效益2亿,带动相关产业链经济效益10亿,增值经济效益10亿。
3.高柔性化数字生产线,较传统线减员30%—50%,物流成本降低60%以上,降低能耗约30%,设备故障处置效率提升50%,生产效率提升10%。
4.使用智能立体库较平面仓储节省面积75%;使用堆垛机作业,90秒/次,较人工作业缩减80秒/次;物流配送人员由112人减少至95人,优化了12个物流交接人员,物流配送效率提升15%,线边物流堆积减少30%。
5.通过能源平台分时管控,2023年开始,重点用能单位电单价普遍降低,集团整体电单价下降0.03元/kWh。
6.TMS系统实现运行后:减少供应商对运输车辆调度2次/车次,按照每天园区收货300车次计算,减少电话调度、单据传递等用时600分钟/天;减少运输实际排队时间30分钟/车次,每天50%车辆等待计算,减少司机等待时间4500分钟/天;物流收货作业工作量更加均衡化,实现收货作业削峰填谷,节约人力约5人,年度节约成本约50万元。
二、山东汽车弹簧厂淄博有限公司
企业基本情况
山东汽车弹簧厂淄博有限公司成立于2016年12月,是山东星泉科技有限公司全资控股子公司,是一家集研发、生产、销售汽车悬架钢板弹簧的专业化企业,总资产3.2亿元,年产汽车悬架钢板弹簧5万吨,其产品广泛应用于自卸车、载货车、牵引车等商用车细分领域车型。
企业是国家高新技术企业,2021年入选国家智能制造优秀场景、国家重点支持专精特新“小巨人”企业、山东省工业互联网标杆工厂、山东省制造业单项冠军,2022年公司产品被评选为山东省知名品牌,是国际高端商用车企戴姆勒、斯堪尼亚在中国唯一的板簧供应商。

能源管理-能效平衡与优化场景建设先进经验
针对汽车悬架钢板弹簧制造产业—精细化能源管理的迫切需求,基于园区现有数字化生产车间,以提升智能制造核心装备和完善工业互联网平台建设为抓手,形成一套安全可控的智慧能源管理平台,现场部署智能传感与控制装备,对设备生产加工过程中各项能源数据进行采集、汇总、分析,通过能耗全面监测、能效分析优化,实现面向制造全过程的精细化能源管理,彻底解决能源数据孤岛、能源浪费、用能安全隐患等问题。
一是能源监测。开展全环节、全要素能耗数据采集、计量和可视化监测。充分考虑数据采集的时效性和安全性,使用前置安全采集设备进行数据采集。秒级刷新计量数据,达到“现场就在眼前”的实况监测,实际调度现场能耗生产,提高企业能管水平。

二是能源数据统计分析对比。按照车间3D仿真布局分别设置了实时数据监控画面、能流图画面,通过应用能效优化机理分析、大数据和深度学习等技术,优化设备运行参数和工艺参数,实现了能源综合平衡与优化调度。能源数据统计分析主要包括能效统计分析、产品单耗分析、能耗对标分析、重点用能设备效率分析等。
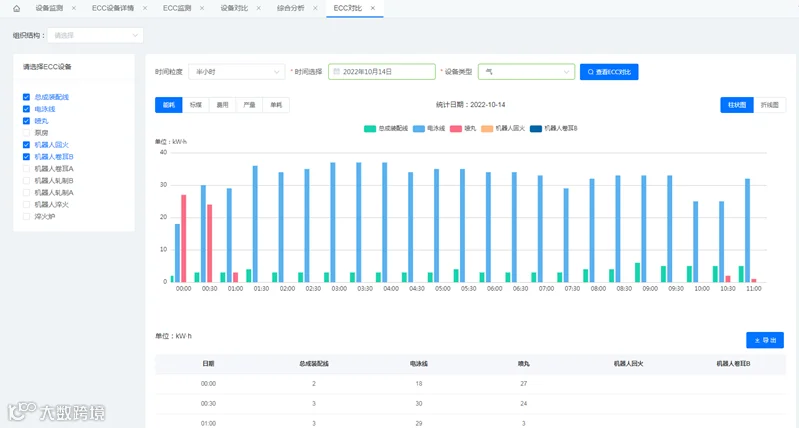 设备检测—ECC对比
设备检测—ECC对比

三是能源安全预警。实现所有设备各种参数(如电流、电压、功率因数等)的越限值报警,结合产品生产状态设置用能计划及预警限值,进行能耗预警分析。当发生能耗预警时,通过弹出信息提示方式展示能耗预警,通知调度人员对能源供需进行及时调整控制,通过实时分析能源平衡,查找存在的不平衡问题,及时报警检修,达到能源高效利用及安全生产作用。
能源管理-能效平衡与优化场景建设成效
1.解决了能源数据采集困难,利用先进制造装备和大数据、物联网技术,实现能源数据自动采集汇总,车间的数据自动采集比率达100%,自控比率达98%。
2.实现对设备的运行参数有效监控及预防性维护,对不同工序设备能耗进行对比分析,设备OEE由传统的65%提升至85%,生产效率提升20%,能源综合利用率提升28.7%,年产生经济效益2000余万元。
来源:装备产业处
