
Recently, Leadrive Technology EV0062 dual inverter for hybrid electric vehicles has officially entered mass production. This product is matched with Schaeffler’s new-generation DHT , covers both PHEV and HEV powertrain systems, and is fitted to multiple hybrid models of a renowned European automaker. The initial mass-produced variant is tailored for the plug-in hybrid electric vehicle (PHEV) platform, supporting several B-segment models.
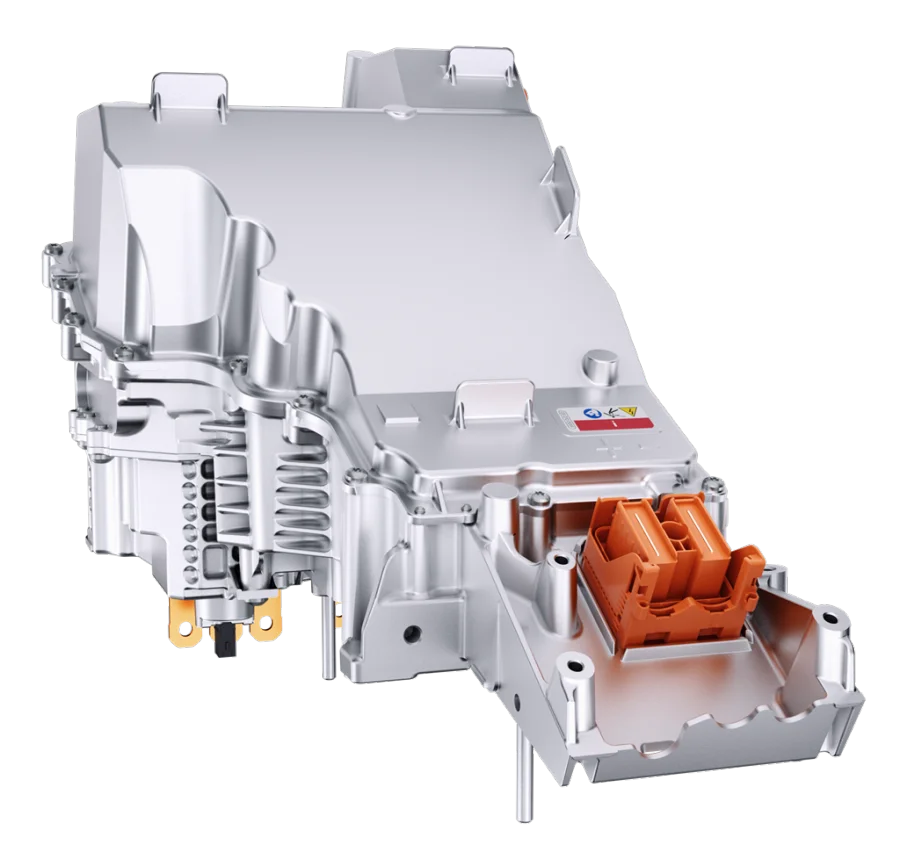

New-Generation Hybrid Dual Inverter EV0062
Looking back at the project timeline, pre-research was launched in 2021, the project was initiated in December 2023, and mass production designation was secured in October 2024. In terms of technical solutions, EV0062 adopts Leadrive’s self-developed OreoPACK double-sided water-cooled molded module, a double-sided cooled power block (integrated with capacitors) and a coreless current sensor. This delivers an ultra-compact structural design, complies with the customer’s corporate EMC Class 5 standard, and forms outstanding product competitiveness.
01
Technical Challenges and Leadrive’s Solutions
As the core inverter product for the customer’s hybrid platform, it is subject to extremely high adaptability requirements. It must be compatible with a dozen models on the platform, resulting in extremely stringent space envelope design constraints. In addition, EV0062 faces multiple technical hurdles: complex vehicle operating scenarios demand the product to withstand long-term high-frequency vibration; thermal design is highly challenging, requiring stable operation across a temperature range of -40℃ to 120℃; and it must meet the customer’s corporate EMC Class 5 standard to avoid interference and resist external electromagnetic effects.
To address the above technical challenges, Leadrive takes "high reliability, high integration, and high adaptability" as its core principles. Centered on the platform-based solution of "OreoPACK molded module + Power block", Leadrive has developed a high-performance hybrid dual Inverter that aligns with customer needs, comprehensively breaking through technical bottlenecks.
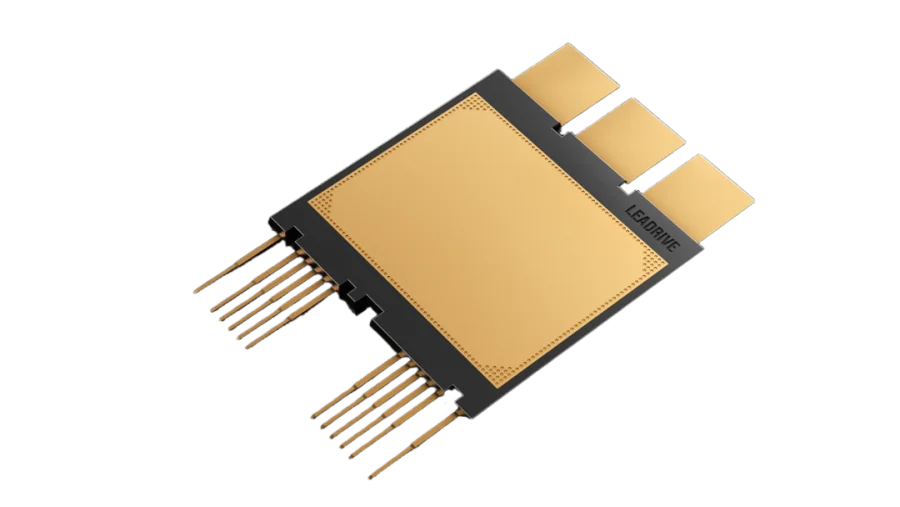
OreoPACK Power Module
As the heart of EV0062, OreoPACK utilizes a "Oreo-type" double-sided cooling structure. Its core advantages are as follow:
Molded package greatly enhances vibration resistance, adapting to the complex vibration scenarios of vehicles. It achieves over 440,000 power cycles (with second-scale pulse duration) in a wide temperature range of 65℃ to 185℃, far exceeding the industry’s conventional requirement of 50,000 to 60,000 power cycles within 25℃ to 125℃. This extends product service life and reduces later-stage vehicle maintenance costs.
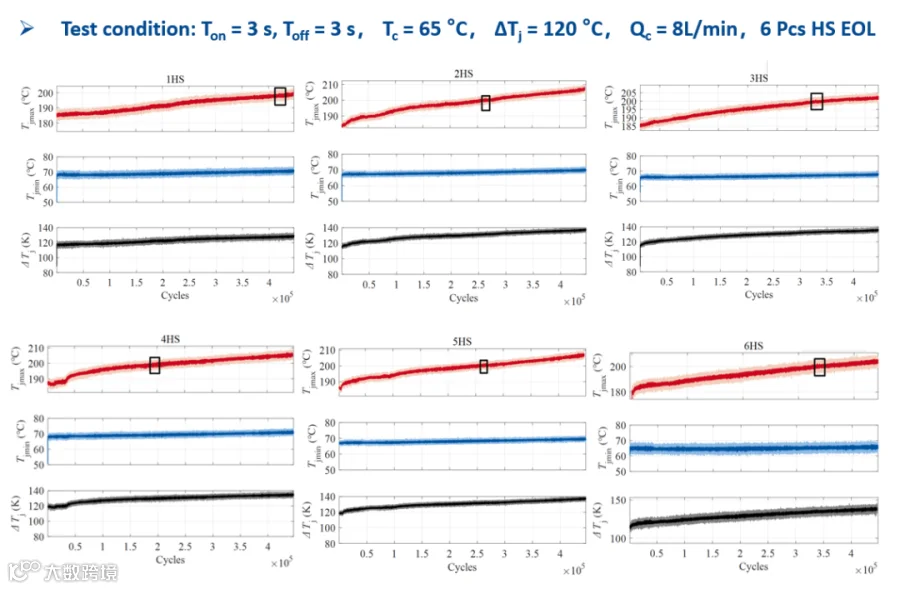
OreoPACK Module Power Cycling Test Results: Marked with a critical point exceeding 200℃, the test continued until 440,000 cycles were completed
In terms of miniaturization, OreoPACK is only 1/9 the size of traditional frame modules, drastically cutting down the space occupied inside the inverter. This helps to reserve sufficient redundancy for platform-based layout, and solve the pain point of limited envelope space.
OreoPACK boasts exceptional overload capacity. With special alloys spacer technology, it realizes the industry’s first junction temperature exceeding 200℃ for silicon-based IGBT chips. It can easily handle high-current output demands under extreme working conditions such as frequent start-stop, rapid acceleration, and ramp stall of hybrid vehicles, ensuring stable and sustained power output.
In addition, OreoPACK is equipped with a customized Infineon EDT3 chip and integrates on-chip temperature and current sensors, enabling millisecond-level real-time monitoring of the module’s operating status. It can accurately capture temperature and current fluctuations, trigger protection mechanisms promptly, delivering more precise monitoring and more sensitive protection.
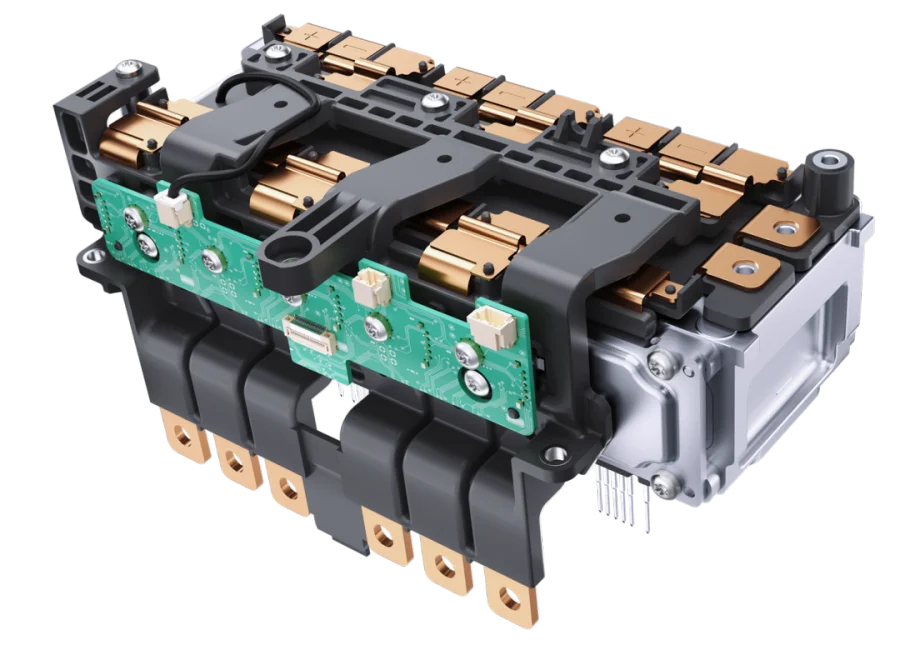
Hybrid Dual Inverter Power Block: Integrating power module, double-sided water-cooled capacitor, coreless current sensor and copper busbar
As the core carrier of product integration, EV0062 Power block adopts a highly compact design concept, balancing performance and assembly convenience. Its core features are as follows:
It features an extremely compact size, with a length of just 200mm and a width/height of 110mm. It integrates core components in a minimal space, further optimizing the overall product volume and adapting to stringent envelope design requirements.
In terms of thermal management, the directly cooled aluminum-shell capacitor uses a double-sided water channel design for efficient heat dissipation. At an ambient temperature of 120℃, the capacitor core temperature can be controlled within 100℃, effectively preventing capacitor aging caused by high temperatures. This ensures long-term stable operation of the product, and overcomes ambient thermal design challenges.
For vibration resistance, it is fitted with a coreless current sensor. Compared with traditional cored sensors, it is not only smaller in size but also features superior vibration resistance, adapting to the complex vibration environmen, reducing external interference, and improving current detection accuracy.
In addition, the compact sub-assembly design of the power block simplifies the overall assembly process of the inverter, lowers assembly difficulty, and boosts production efficiency.
With the above advantages, Leadrive’s hybrid dual inverter power block is one of the few products that maintain excellent performance while meeting extreme envelope requirements, standing out in competition with a host of international first-tier suppliers.
EV0062 features a highly platform-based design with strong scalability and reusability. To adapt to HEV models in overseas markets with weak infrastructure, a boost power block based on OreoPACK can be added within the PHEV inverter to achieve functional upgrades without altering the envelope and interfaces.
Over 95% of components are reusable between the two versions, greatly reducing R&D costs and time, realizing "one design, multi-scenario adaptation", and enhancing product market competitiveness.
02
Test Requirements and System Certification
Facing a tight development cycle, EV0062 project completed full-process testing from design verification (DV) to production verification (PV) in 13 months. The project team designed exclusive schemes and hardware for each test in accordance with test standards, achieving a high match between standards and implementation.
In PTCE (Power-Thermal-Cycle-Endurance) testing, the industry typically uses inductive loads to complete verification within 500 to 600 cycles. This method cannot accurately simulate dynamic load changes during vehicle operation, nor can it assess the reliability of the boost circuit.
Leadrive adopts active motor loads. Utilizing 11 proprietary dual-motor back-to-back test benches, each unit undergoes 1,252 cycles across a range of -40°C to 120°C, totaling 5 months and 3,186 hours. Although this solution requires massive investment in test costs and cycles, it has established an exceptional reliability verification standard in terms of test coverage completeness and working condition authenticity.

Leadrive’s self-designed hybrid dual-motor back-to-back test bench supports a battery voltage range of 100-800V and a maximum motor speed of 20,000 rpm, covering all operating conditions of the tested motor.
For high and low voltage electrical performance testing, in response to the lack of domestic suitable test equipment, Leadrive co-developed a dedicated test bench with suppliers, which can be integrated with dual-axis motor test benches to simulate the complex mechanical and electrical stress, ensuring compliance with VW80000/80300 standards and Ford’s FMC-1278 standard.

High & Low Voltage Electrical Performance Test Bench
For vibration testing, the industry usually tests brand-new samples directly, which can only assess short-term performance under a single stress. Leadrive has built a four-in-one test bench and adopted a vehicle-aligned verification scheme: in accordance with VW80000 requirements, samples first undergo pre-tests such as temperature shock and high-temperature high-humidity exposure, followed by loaded vibration testing. Although this scheme increases test difficulty and cycles, it enables early detection of structural fatigue, interface failure and other issues.

Four-in-one Test Bench
For coolant channel wear testing, in the absence of domestic standards, Leadrive has invested in building the first dedicated coolant channel wear test bench in China in line with the customer’s corporate standards, to evaluate erosion resistance, sealing performance and long-term operational stability. An additional high-voltage operation test link after the trial fundamentally avoids heat dissipation risks caused by coolant channel failure.
Coolant Channel Wear Test Bench
In terms of EMC testing, conventional verification generally uses steady-state fixed working conditions, which differ greatly from the multi-condition and dynamically coupled electromagnetic scenarios of actual vehicle driving, resulting in insufficient coverage. Relying on its self-built professional EMC laboratory, Leadrive utilizes an advanced dynamometer system supporting dual-axis loading, which can accurately reproduce extreme electromagnetic emission conditions under high-speed and high-torque working conditions. Combined with an ultra-low shaft current test environment, it fully verifies the product’s electromagnetic emission performance under harsh conditions. Through a series of such rigorous tests, EV0062 dual Inverter has been proven to meet the TL81000 Class 5 standard.

EMC Laboratory
For R&D management systems, to meet the stringent KGAS (Konzern Grundanforderungen Software) requirements for inverter development set by the customer, Leadrive strictly follows the ASPICE R&D process specification. Over the entire life cycle from demand analysis, design and development to testing and verification, more than 1,600 R&D process documents were generated, realizing manageable, repeatable and traceable R&D processes. Through systematic implementation, the project successfully passed ASPICE CL2 certification in January 2026.
Meanwhile, Leadrive has continuously improved its compliance system, successively obtaining ISO 26262 Road Vehicles Functional Safety Certification, ISO 21434 Road Vehicles Cybersecurity Certification, and ISO 27001 Information Security Management System Certification. The comprehensive safety system, combined with standardized ASPICE CL2 processes, further guarantees the product quality and reliability of EV0062.
03
Production Line
Leadrive has built standardized and intelligent production and testing lines, ensuring the production efficiency and mass production quality of EV0062.

EV0062 Dedicated Production Line at Pinghu Base

Looking back on the entire project, EV0062 dual inverter integrates Leadrive’s mature platform capabilities and core self-developed technologies, representing a comprehensive application of existing advanced technologies. The project selects a world-class supply chain, and relies on rigorous testing specifications and lean production line management to achieve full-process quality control. Within a tight development cycle, the project team collaborated efficiently to ensure the product development schedule and rapid problem resolution. The mass production marks an important milestone in Leadrive’s international progress. Leadrive wishes the customer’s new mass-produced models a great sales performance, bringing a higher-quality mobility experience to global users.