
液压阀芯孔铰削问题汇总(三)
2022 URMA
此前我们分析了设备精度,刀具方案,冷却应用等因素对阀芯孔加工精度的影响。这次我们再来看一看夹具对阀芯孔加工精度的影响。
夹具对加工精度的影响是绝对不能忽略的,在高精度的加工中更是显得尤为重要。我们通过一个具体的例子来看一看夹具以及夹紧力对加工精度的影响。
案例中的设备与刀具
设备品牌为DMG,型号是DMC80H 设备使用HSK100的主轴。刀具为URMA导条式非标补偿铰刀。

案例中的夹具
夹具采用一面两销定位,螺纹孔内压紧。
夹具如下图所示:

压紧后的工件如下图:
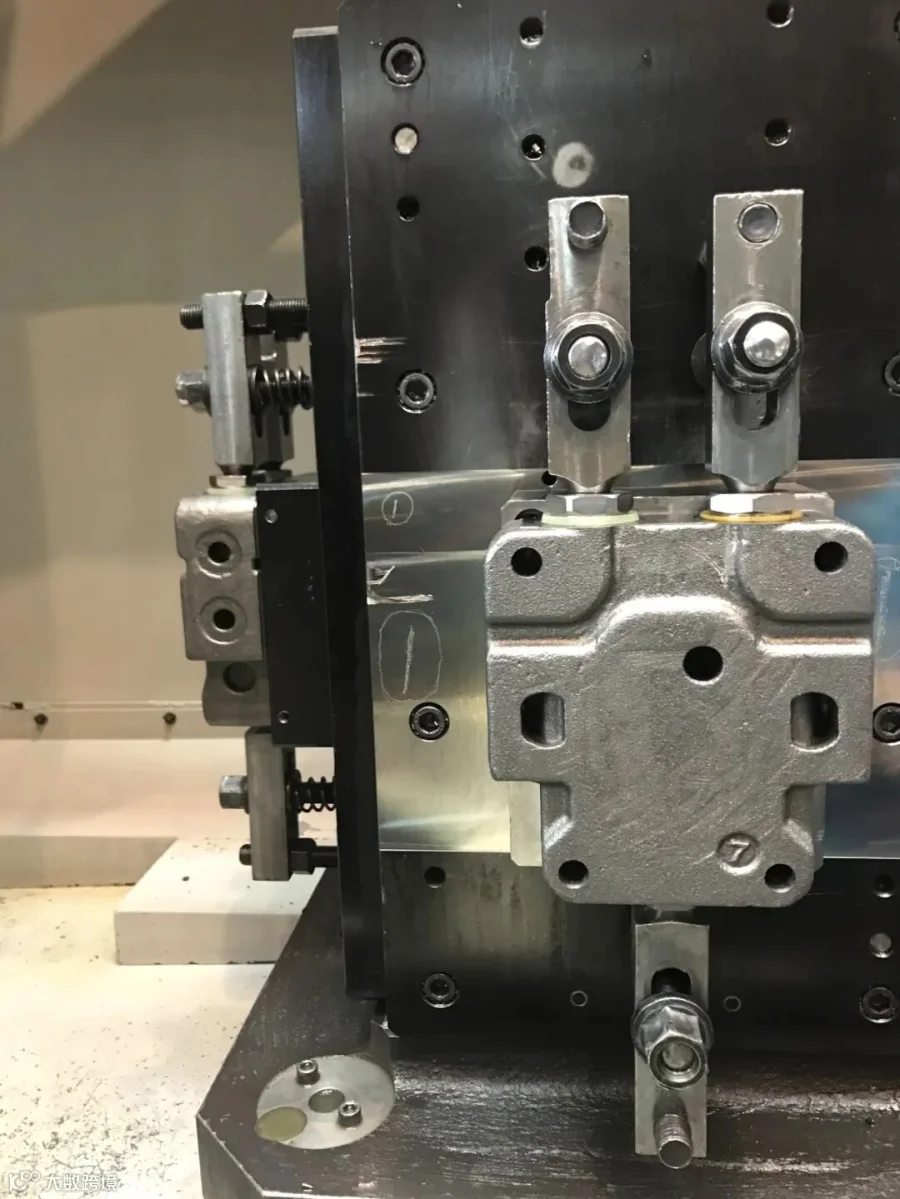
压紧点下方都有支撑。加工后孔的情况如下图所示:
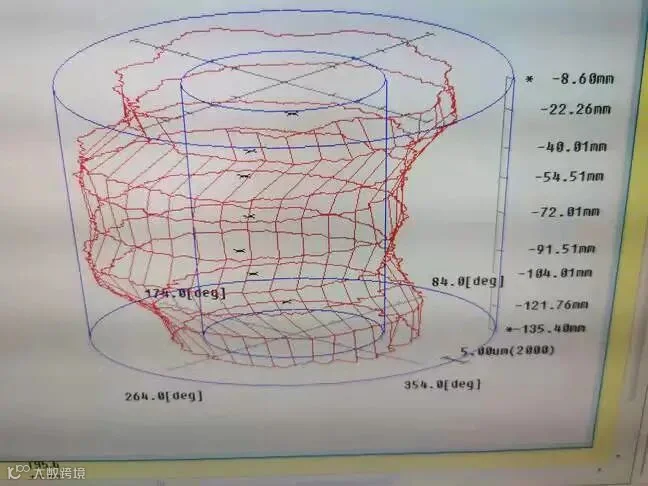
孔的形状明显有一个弯曲。
经过对设备,刀具,冷却,参数等多方位的反复调整,孔的弯曲即直线度一直没有明显改善。客户始终不同意调整夹具。客户认为夹紧点下方全有支撑,不会造成夹紧变形。在找不到调整方向以及URMA工程师的强烈建议下,客户技术人员勉强同意调整夹具。
调整方案为:75N力矩夹紧工件,加工完其他工序仅留铰削加工,在铰削之前松开夹紧并以25N力矩夹紧工件。最后完成铰削。
调整后加工出孔的质量如下图;
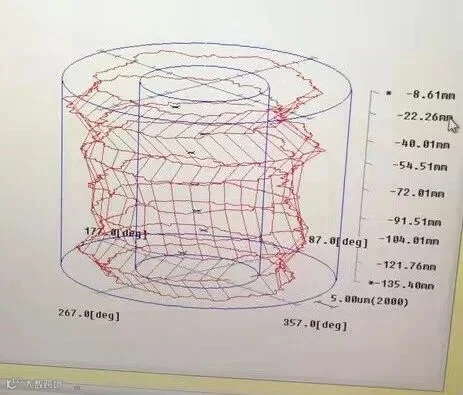
由图中看出孔的直线度有了明显的改善。
问题总结
通过以上案例可以看出,在精密加工中不能用普通加工中的判断依据对加工情况进行评估。
我们通过三篇内容对阀芯孔的加工进行分析讲解,其实也就是讨论了高效精密铰孔的注意事项。在高效高精度铰削加工中细节决定成败。只有细节做到位才能高效的加工出满足高精度要求的产品。
欢迎与您身边的URMA销售代表或以下方式联系我们
电话:021-61096216
邮箱:info@urmachina.com
网址:https://www.urmachina.com/cn/
2022

扫二维码|关注我们
钨马刀具|瑞士品质