
前言
铰削的一般工作方式是工件不动,铰刀一边旋转一边向孔中作轴向进给。在车床上铰削时,工件旋转,铰刀作轴向进给。铰刀具有一个或者多个刀齿,用于铰削工件上已钻削(或扩孔)加工后的孔,主要是为了提高孔的加工精度,降低其表面粗糙度值,是用于孔的精加工和半精加工的刀具,加工余量一般很小。铰孔的过程中可以控制调整的条件较少,孔的尺寸和几何形状精度直接由铰刀决定。因此,铰刀的质量成为铰孔成功与否的关键。
01
铰刀的分类

机用铰刀可分为带柄机用铰刀、套式机用铰刀;按刀齿数可分为单齿铰刀和多齿铰刀;按齿槽的形状分直槽铰刀和螺旋槽铰刀两种,其中螺旋槽铰刀又分为左旋螺旋槽铰刀与右旋螺旋槽铰刀;还有其他铰刀,如可调式铰刀、模块式铰刀、锥度铰刀、导条式铰刀等。
02
钨马铰刀结构
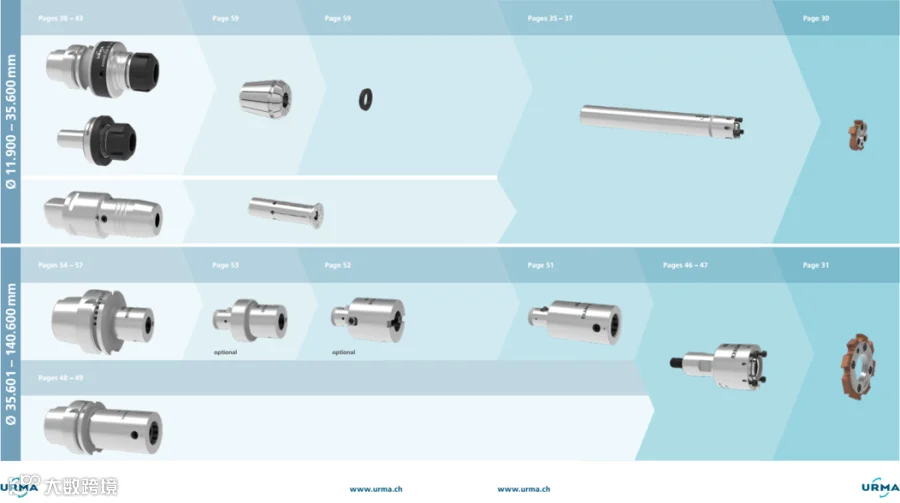
钨马铰刀由刀柄部分、刀杆和刀片部组成。钨马铰刀柄均带有跳动调整功能,可以消除机床、刀柄的装夹定位误差。
直径Ø35.6以上的铰刀,钨马采用模块化设计,刀杆可以自由拼接,大大增加了铰刀的功能性,降低了使用成本。钨马铰刀片与夹持部分通过精密短锥定位,保证了在更换刀片后不用再次调整,直接加工工件仍可以保证精度。
03
钨马铰刀切削部分结构
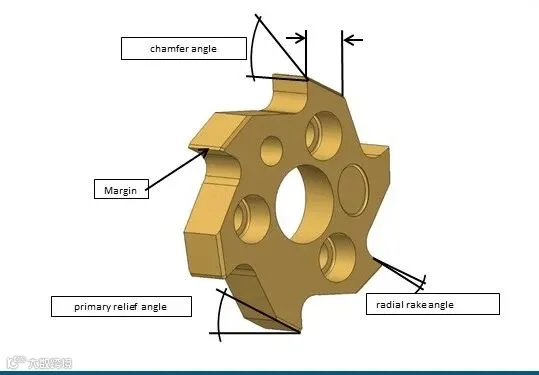
钨马铰刀引导角部分承担主要的切削工作。刃带部分用于校准孔径、修光孔壁和导向。为减小校准部分与已加工孔壁的摩擦,刃带部分成倒锥形状。钨马铰刀切削原理与传统铰刀一样。钨马铰刀在传统铰削基础上做了一系列的优化,可以使铰削效率成倍增加。了解钨马铰刀结构前先要对传统铰削有深刻的认识。
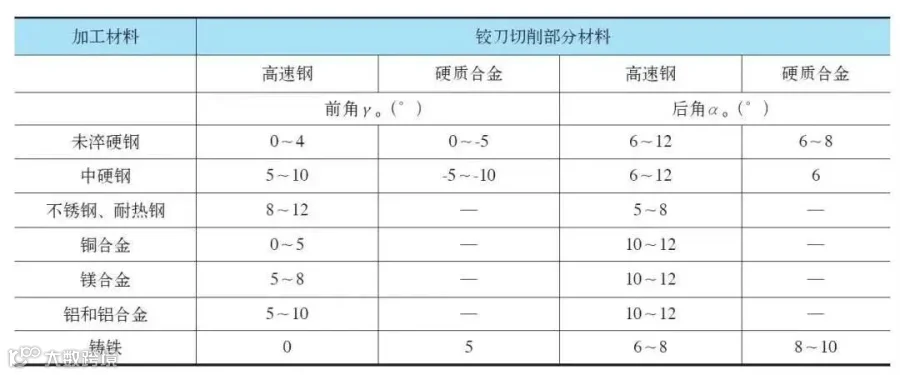
传统铰刀片在切削不同材料时选用的几何角度如下。
(1)前角、后角的推荐范围如下表所示。
(2)切削锥角的选择。切削锥角2φ 主要影响进给抗力的大小、刀具寿命、孔的加工精度和表面粗糙度。当切削锥角小时,进给力小,铰刀切入时的导向性好。但由于切削厚度过小产生了较大的变形,同时由于切削宽度增大使卷屑、排屑产生困难,并且使切入切出时间变长。因此为了减轻劳动强度,减小进给力,故可选用较大的φ 值,以减小切削长度和机动时间。加工钢料时φ 取30°,加工铸铁等脆性材料时φ 取6°~10°,加工盲孔时φ 取90°。
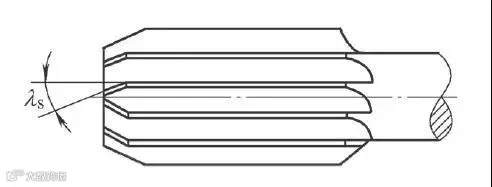
(3)刃倾角的选择。如下图所示为高速钢直槽铰刀切削部分的切削刃,其λ s一般取15°~20°。为便于制造硬质合金铰刀,一般取λ s=0°,铰削盲孔时仍使用带刃倾角的铰刀,但在铰刀端部开一沉头孔以容纳切屑。
04
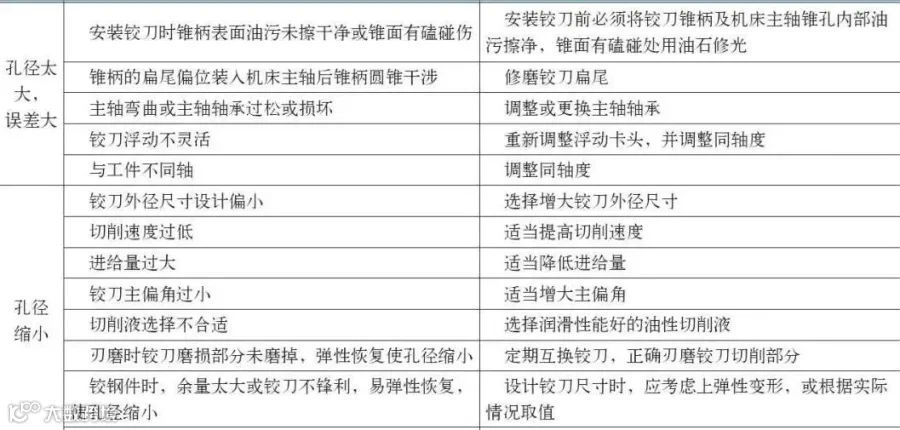
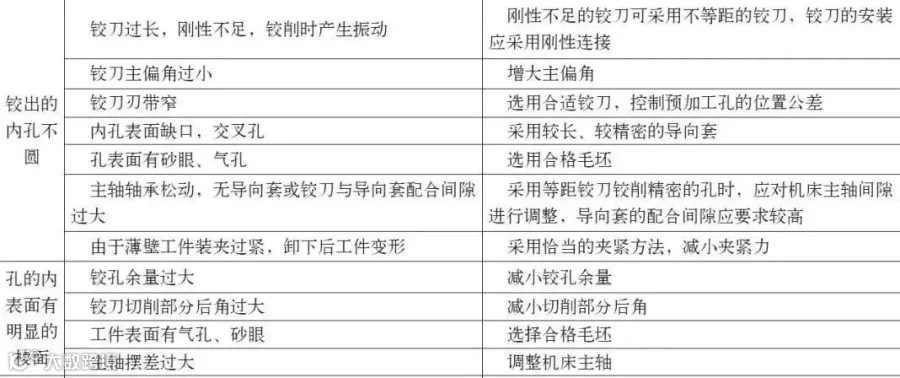
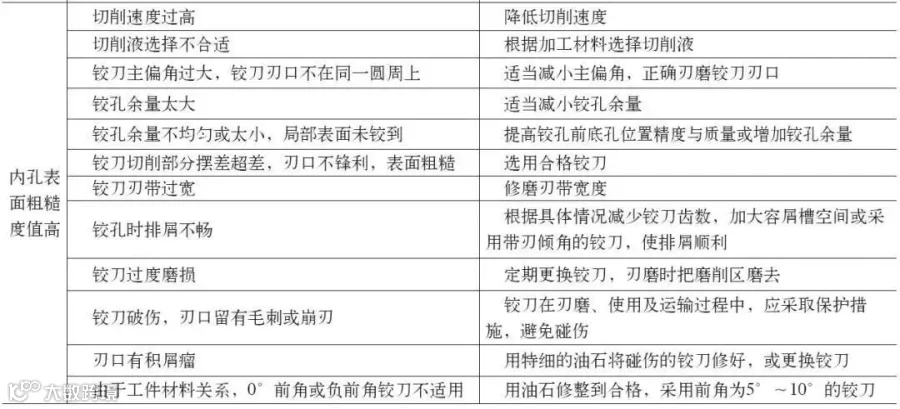
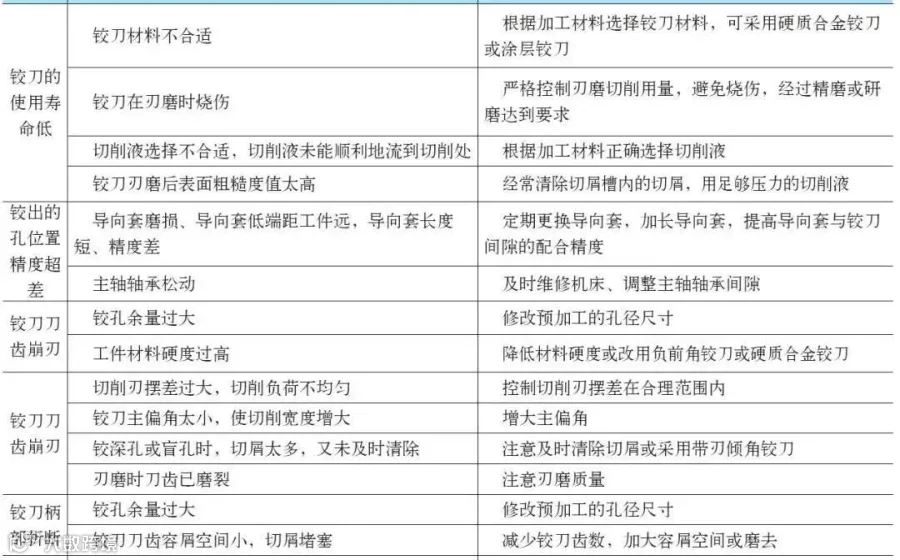
铰孔中常见的缺陷及解决措施

在机床上铰孔时,机床主轴轴线与铰刀轴线的不同轴将引起振动,这将导致孔径的扩大,此时最好将铰刀采用跳动调整或浮动装夹。另外,在铰刀的使用过程中,切削液也起着十分重要的作用,特别是用高速钢铰刀加工中碳钢时,其切削速度范围正好在积屑瘤生成的范围内,因此,采用合适的切削液来消除积屑瘤是十分必要的。此外,如下表给出了铰孔中常出现的缺陷及解决措施。


END
URMA

扫描二维码
关注我们
您的高效孔加工合作伙伴