
案例分享
RX Large
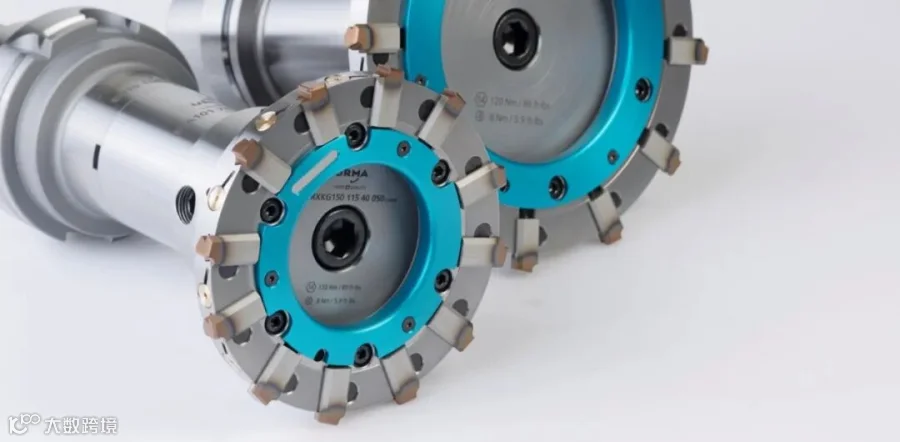
钨马十年磨一剑,新产品RX Large 系列铰刀助力大直径精密孔加工,为客户创造价值。RX large 产品在今年CIMT正式和国内客户见面,正因为RX Large直击用户痛点,一经推出就获得了众多钨马新老用户的关注。
展会后有客户拿了令他们头疼不已的大直径精密孔加工问题来找方案。客户使用龙门设备加装角度头,要在一个很大的铸铁件上加工出直径190mm公差H6的孔,加工深度320mm。
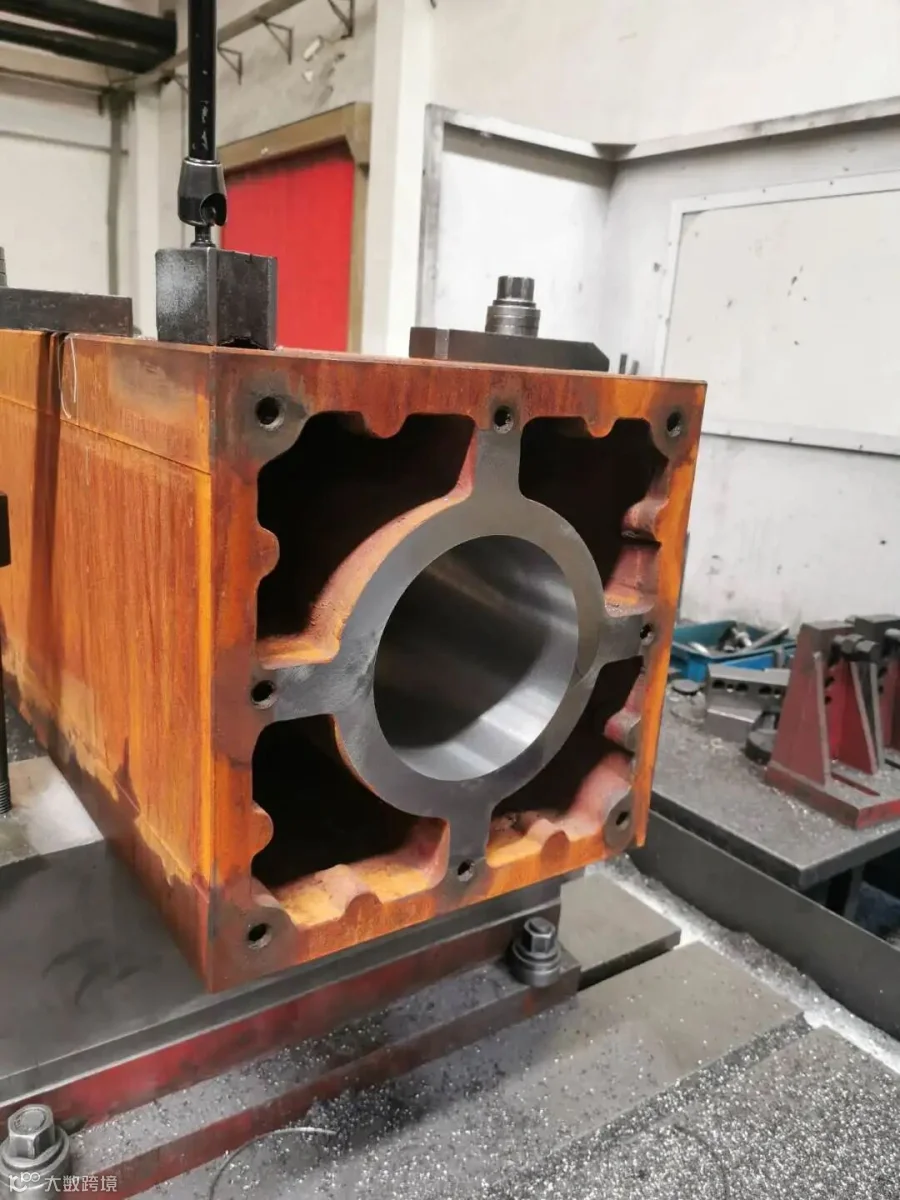
此前一直使用镗削工艺,由于加工孔精度要求高,镗削要达到所有的精度要求,要反复调整,不仅要求操作人员不停的对尺寸进行调整,每加工一个孔还要耗费一个小时的时间。可谓是真正的耗时耗力。

这种时刻就是展示钨马真正的实力的时候了。钨马的标准RX Large 在这里正好可以大显身手。
钨马刀具很快准备就绪。

加工前在机床边上等待闪亮登场。

闪亮登场

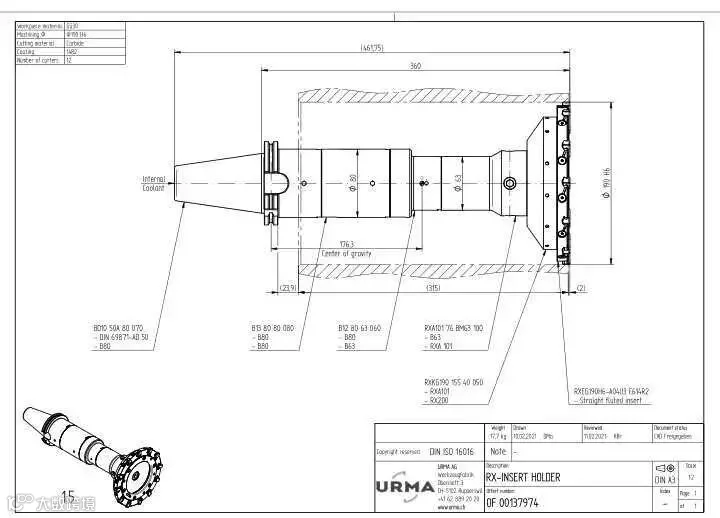
加工情况汇总
加工孔径: Ø190H6 x 319mm
设备:NEWWAY PM2560S & 角度头
刀柄: SK50
工件材质:HT250
加工余量:0.3
线速度:100m
每转进给:1.2mm
加工用时:3 min 节约加工时间: 57min
加工后的孔如下图。
直径Ø 190.025
圆度0.005
粗糙度Ra0.8
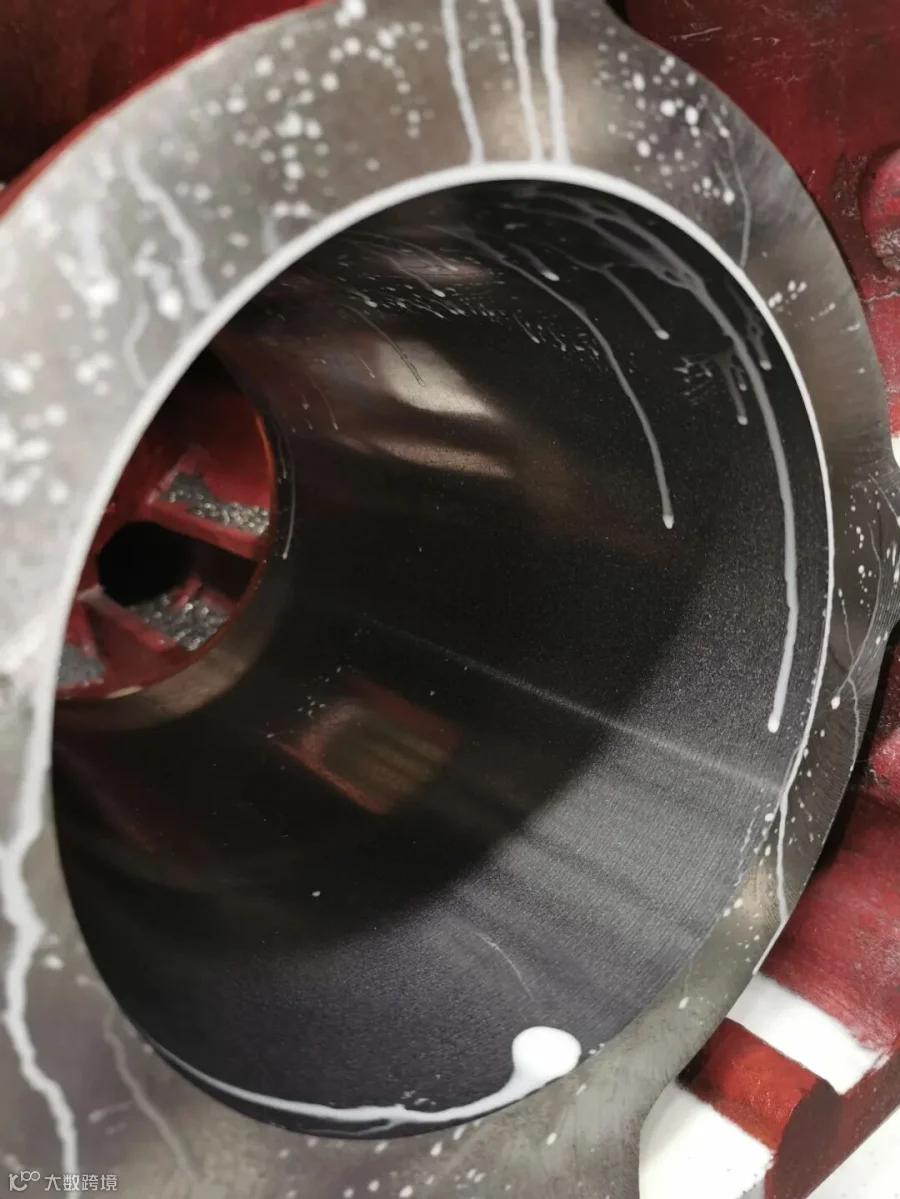
通过这个案例,我们可以直观看到,加工时间有大幅的缩减,现在加工一个孔的时间仅仅是原先的零头。除此之外还有一些不得不说一说的改善。
一、粗糙度大幅改善,HT250的材质加工到Ra0.8不费吹灰之力。
二、尺寸稳定,在刀具寿命之内,直径不用任何调整,节约人力,减少人为因素影响,尺寸长时间保持一致。
三、孔的形状精度大幅改善,原镗削工艺加工完成后孔的形状精度差,总有一定的锥孔或圆度问题。铰削后无锥孔,圆度误差很小。
您是不是也正面临类似的问题难以解决呢?快来联系我们吧,钨马给你超乎想象的价值。
URMA

扫描二维码
关注我们
您的高效孔加工合作伙伴