
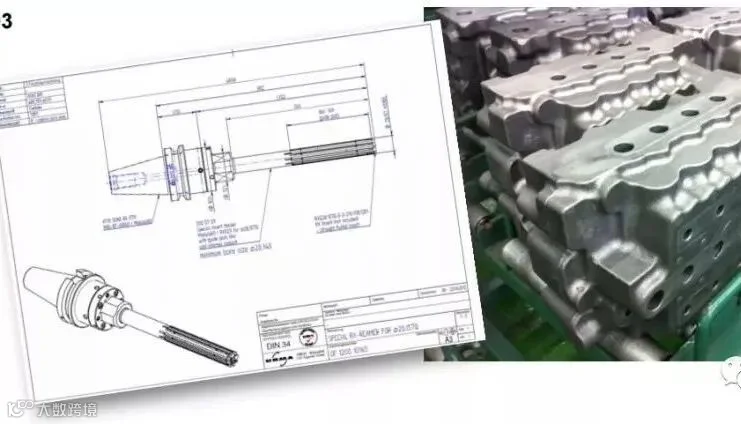
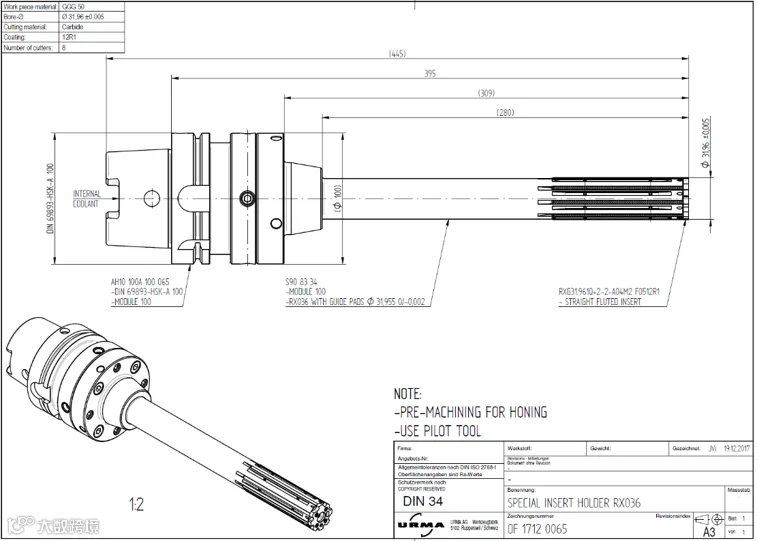
液压阀芯孔的加工
URMA REAMER RX

在一般工件的加工中一些细节问题的影响不是很凸显。由于阀芯孔的加工中既要求高效率又要求高精度,在高效加工的状态下细节问题对加工的影响就凸显出来了。这些细节问题,对加工效果有较大影响。想要得到稳定的加工过程就不得在更多的细节上下功夫。
在大量的比例阀阀芯孔加工中,我们总结了几个容易忽视却又对加工效果影响较大的细节问题。我们一起看一看这些问题你是不是也碰到过。
本次我来探讨一下加工阀芯孔时的
切削液问题。
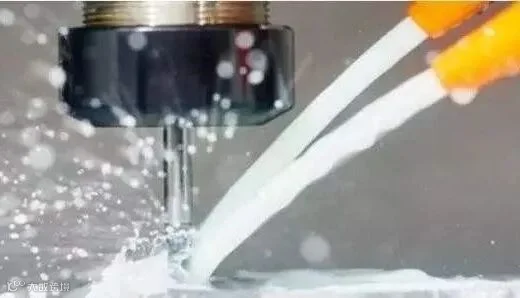
随着加工技术的不断发展,大家都知道切削过程中使用切削液的优势。切削液的合理使用,可以减少刀具和切屑,刀具和工件表面之间的摩擦,降低切削力和切削温度,提高工件表面质量,防止产品生锈等。
合理的使用切削液,不仅包括使用时的流量,压力等因素。选择合适的切屑液也很重要。
我们对一款切削液的评价有很多的维度。其中常见如下几个方面:冷却性,润滑性,清洁性,防锈性,无污染性,回收便利性等等。
对于大多数情况下,切削液对加工过程的冷却,润滑,清洁等性能并不太能直观的感受到。最容易感受的是防锈性,和无污染性等。因此很多时候,切削液的使用者更注重切削液的防锈性等更容易让我们观察到的特性。

我们以阀芯孔为例,讨论一下铰削过程对切屑液的性能要求。首先说冷却性。切削液又常被叫做冷却液,可知它的一个主要的作用就是冷却。铰削加工的过程对冷却的要求一样重要。在这里我们就不过多的展开讨论了。
润滑性。润滑效果对于不同的加工方式影响不同。想了解润滑性能怎么发挥作用,我们就要来看看金属之间的摩擦情况。两金属之间的摩擦通常有三种状态:一种为干摩擦,它发生在绝对清洁的两种金属表面之间;第二种是流体润滑摩擦,它由油膜把两个摩擦表面完全分隔开;第三种是介于前两者之间的情况,即两种金属没有完全被油膜分开,在金属切削中的摩擦,大多数都属于这种摩擦。我们期望被油膜隔开的摩擦越多越好。
对于不同的加工方式,切削刃越多,加工中的摩擦越多。刀具切削刃与工件接触的面积越大摩擦越多。铰削,攻丝等加工相对其他加工形式有更多的金属摩擦,因此这类切削加工对切削液的润滑性能要求较高。但在现实加工中,铰削加工中的润滑性往往得不到足够的重视,在这里我们要再次强调一下润滑性对铰削加工的重要性。
我们要如何得到切削液的有效的润滑性呢?前面讲了润滑性是通过油膜作用的。因此只有含油的切削液才会有润滑作用,全合成的不含油切削液是没有润滑作用的。首先我们要选用含油的乳化液或半合成的切削液。其次,我们要保证切削液中的含油量保持在一定的比例之上,因此我们要求切削液浓度不能太低。一般铰削加工要在8%之上,带导条的铰削要在15%左右。

有时候我们会发现使用了含油的切削液,浓度配比也合适,但仍然没有足够的润滑,这就要看看使用的切削液形成油膜的能力了。我们可以咨询切削液的供应方的技术专家,看看切削液的渗透能力,吸附成膜能力和润滑膜的强度等是不是能满足要求。

此外,要得到好的润滑性,我们还可以给切削液中添加有助于润滑效果的添加剂,如油性添加剂,极压添加剂等。

在铰削中还有一个容易忽略的切削液问题,那就是切削液的清洁程度。加工时产生的金属颗粒和碎屑要及时过滤,这些颗粒相当于磨料,在循环过程中不停地磨削铰刀,使刀具寿命和导条寿命急剧降低。
铰削中切削液的使用还有很多要注意的问题,我们不能把所有的问题都在此讨论一遍。除了切削液对铰削的影响外,还有其他的加工细节会影响到铰削加工的质量。我们以后在逐一探讨。
欢迎与您身边的URMA销售代表或以下方式联系我们
电话:021-61096216
邮箱:info@urmachina.com
网址:https://www.urmachina.com/cn/
2021

扫二维码|关注我们
钨马刀具|瑞士品质