本文同步自 “胶我选APP” 的应用数据库,诚挚感谢
Hanson先生、Jeffery先生、Aaron先生
杨先生、Rock先生、Ammy女士
给予本文的专业意见

TPU注塑时的“粘模”是一个高发问题,所以“脱模粉”就被广为应用,但如此一来又引发了“吐蜡起雾”的新问题……
材料大厂亨斯迈运用“防粘模”技术开发出了无需外加“脱模粉”也可高效脱模的新产品“6013”,提高了注塑效率的同时也大幅改善了产品的外观稳定性!
2018年底,“真香”机王iPhone XR全新上市。为了让更多人见识到这款手机五颜六色的后盖,苹果专门推出了一个全透明的TPU手机壳:iPhone CLEAR CASE!
本来这个事情也没啥话题性,但是没想到苹果竟然给这个手机壳定了一个RMB 329的天价!顿时就在微博上引来了一大波群嘲。
网友们纷纷表示,能把某宝9块9包邮的清水壳卖到三百多块,苹果还真是只坑有钱人的良心企业。

因为在大家的印象里,透明的TPU清水壳就是个“月抛”型产品——遇到手汗容易发黄不说,环境温度一高很快就会“吐蜡起雾”,失去原来干净透明的本色。
有鉴于此,知乎上的某数码博主就专门买了这款官方出品的TPU清水壳,想着用两个月后再来打苹果的脸。
但是万万没想到,一年时间过去了,这位博主的iPhone XR都挂在闲鱼上卖掉了,他的苹果手机壳依然顽强地保持着干净透明的状态!
反倒是当初用来陪跑的某宝“9块9包邮”手机壳,在第三个月的时候就因为实在是“雾”得不成样子而被早早地“月抛”了……
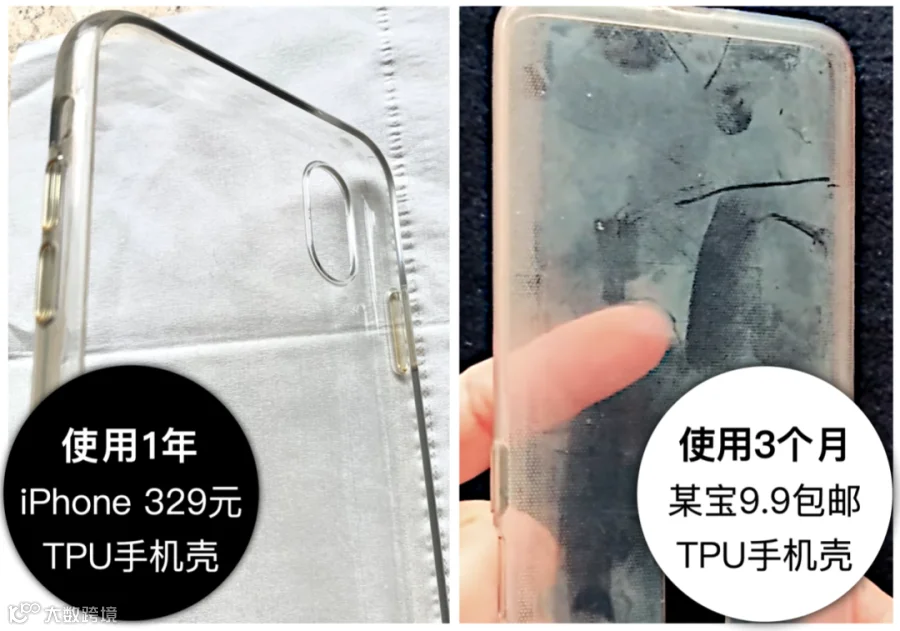
iPhone的TPU手机壳几乎没有“吐蜡起雾”
(知乎@Rudimental)
那么问题就来了,TPU注塑发展到今天已经是非常成熟的技术,究竟还有什么因素会让“9块9包邮”的手机壳在稳定性方面出现了这么大BUG呢?
其实,问题就出在了注塑成型之后的“脱模”环节……
话说和手机壳比起来,TPU这种材料在我们每个人的衣服上倒是更为常见。
因为在熔融状态下,TPU就像胶水一样具有“粘接性”,所以很多时候用TPU做的“热熔胶膜”已经取代了针线,能够快速又美观地把衣服“粘合”起来。

“粘合”衣服的TPU热熔胶膜
但是当TPU被拿来注塑做手机壳,它这种“粘接性”就成了让注塑工程师们避之不及的缺陷。
因为在熔融状态下的TPU也会和模具的内壁粘在一起,虽说不至于像在衣服上粘得那么牢,但是到了“脱模”的环节,也是足够撕坏注塑件、拉低脱模效率的!
所以说,“粘模”就是注塑件脱模环节的死对头,是影响到注塑车间单日产量和良率的大问题!
那么,有什么办法能杜绝“粘模”的发生呢?
TPU手机壳注塑后的“脱模”
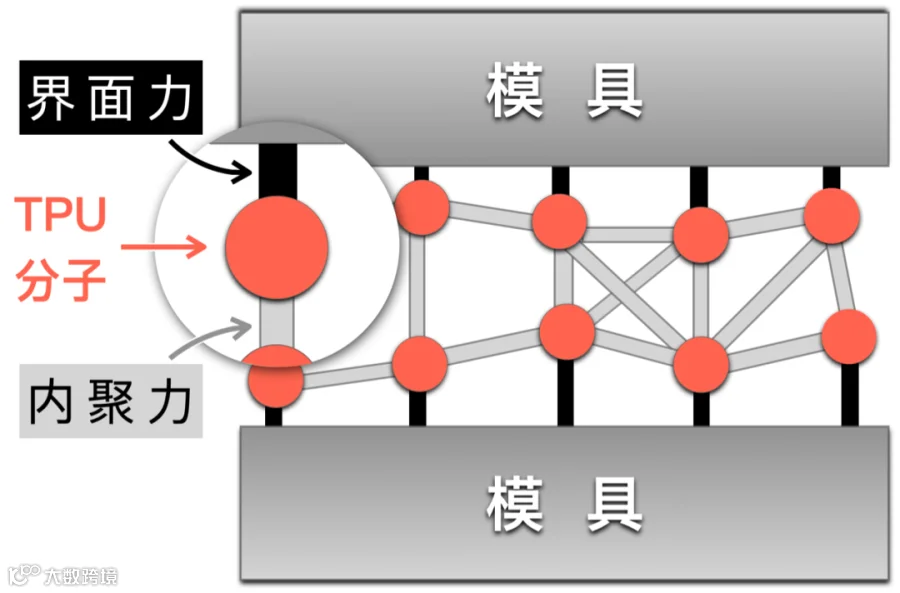
研究这个问题之前,我们要先看一下TPU分子在微观层面的受力状态——
当熔融的TPU树脂被充入模具后,与模具接触的表层分子会受到两个力的作用:
一个是模具表面产生的“范德华力”,体现在宏观,就是把TPU“粘”在模具上的“界面力”;
另一个则是TPU自身的“分子间引力”,这个力让TPU的分子都凝聚在一起,所以也可以称其为“内聚力”。
 TPU手机壳注塑后的“脱模”
TPU手机壳注塑后的“脱模”
在脱模的过程中,“界面力”和“内聚力”就像是在“拔河”,都在试图把注塑件表面那层TPU分子拉到自己这一边。
如果此时TPU自身的内聚力处于下风的话,注塑件的表层分子就会被模具的“界面力”给拉过去。
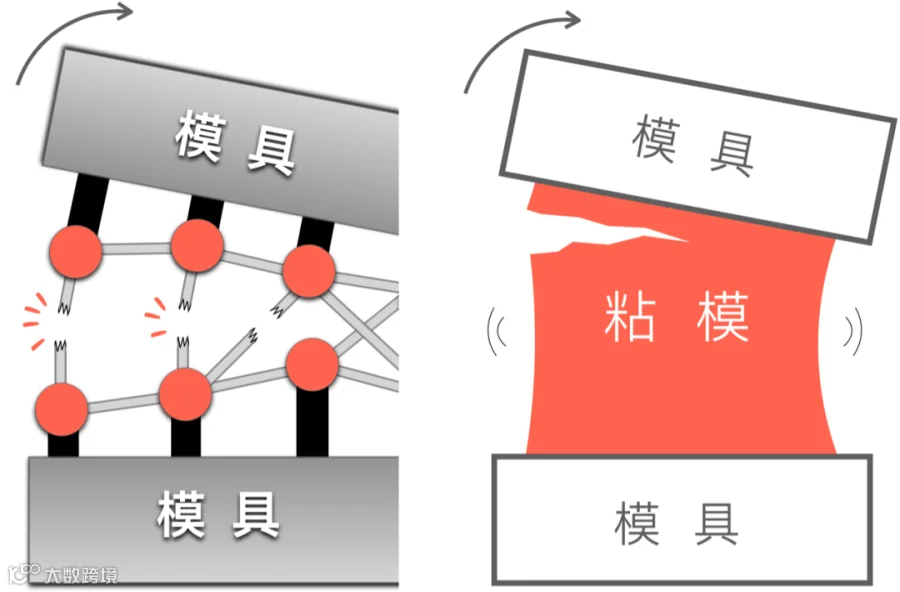
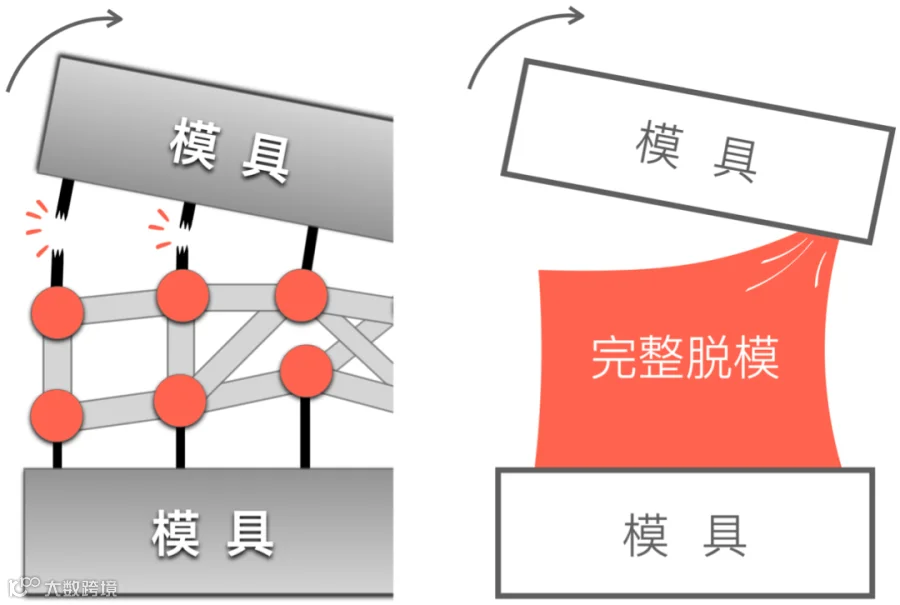
由此可见,“脱模”其实就是模具的“界面力”和注塑件“内聚力”互相PK的过程。二者的输赢就决定了最后会不会发生“粘模”。
所以,要想顺利“脱模”,只要让“内聚力”>“界面力”就OK了!
然而就是这两个不同的选择,让“9块9包邮”和“Apple官方”这两款手机壳在用过一段时间之后,就在外观上出现了巨大的差异……
俗话说,柿子专挑软的捏。在“内聚力”和“界面力”之间,大多数人都挑了比较好搞的“界面力”。
根据粘接理论,只要两个界面贴得足够近,一般来说是小于1纳米,那么它们就之间就会产生互相吸引的“界面力”!
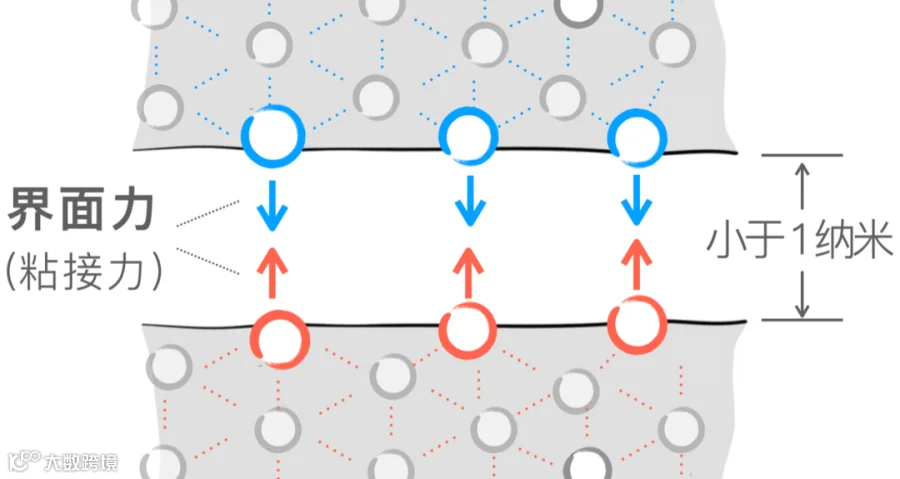
“界面力”是如何产生的
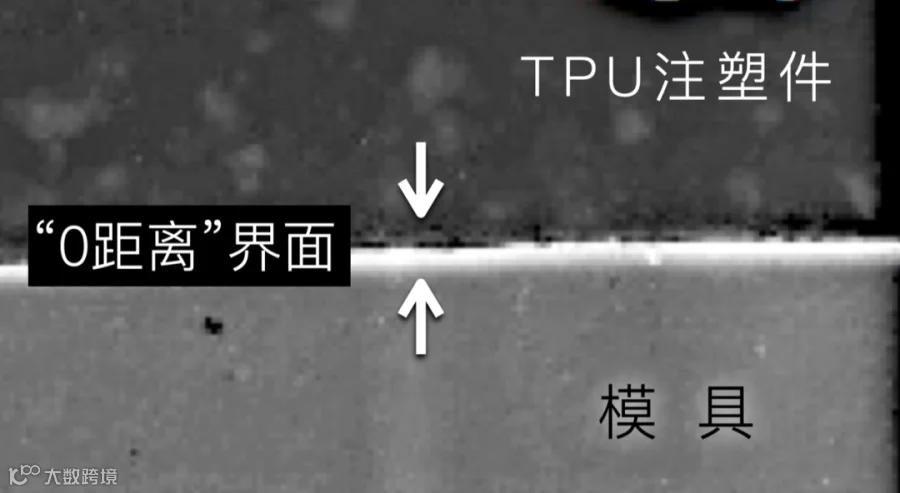
考虑到TPU在塑化为熔融的流体后,会被20~110MPa的压力注射进模具,所以可以认为,在如此高压的作用下,TPU分子和模具内壁就会“0距离”地紧紧贴在一起。
于是,导致“粘模”的“界面力”就这样轻而易举地产生了!
所以要破解“界面力”也很简单,只要别让TPU的分子和模具贴得太近就行了。
具体的操作则是,在注塑之前向TPU里面添加聚酯蜡一类的“脱模粉”。
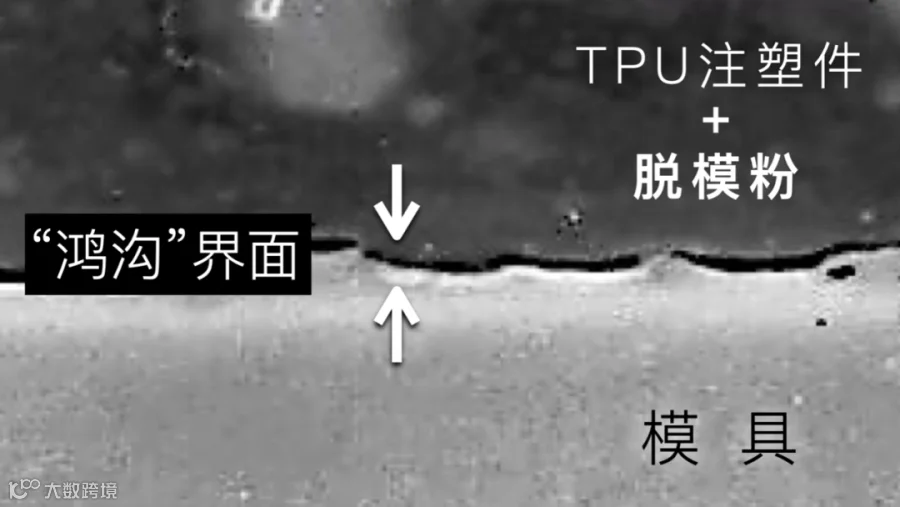
当料筒的温度升高后,脱模粉会被融化并在模具和熔融的TPU之间形成一道低表面能的“屏障”。
这样一来,熔融的TPU树脂就像是水滴落在了荷叶上,与模具之间自然而然地形成了一条微米级的“鸿沟”。
而那个一手制造了“粘模”事故的“界面力”,也就此被轻松消灭于无形!
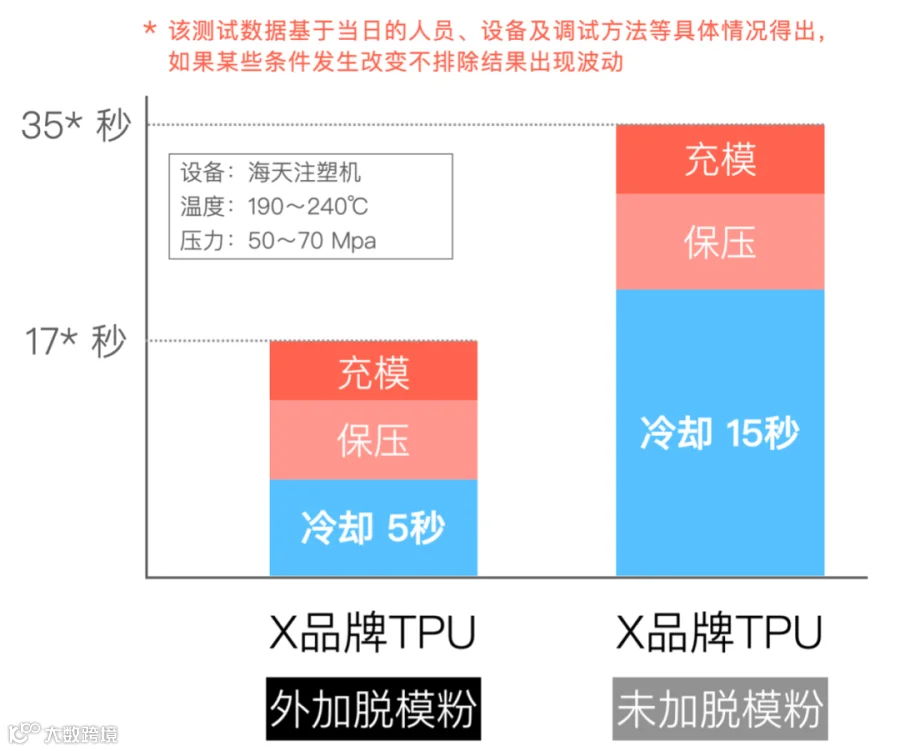
有注塑厂商专门做过这方面的统计。用一款市场上很常见的“X品牌TPU”做手机壳的注塑——
在不添加脱模粉的情况下,成型周期约为35秒;其中冷却时间就要占到15秒,16小时两班倒的话单日产量只有1600枚……
但是在注塑前外加了脱模粉之后,只要冷却5秒就能顺利脱模!整个成型周期也缩短到17秒,一天下来可以做出3000枚手机壳。相当于产量足足翻了一番,这是多么显著的降本增效!
只不过凡事有利必有弊,外加脱模粉的副作用也很明显——
随着时间的推移,在热力学定律的作用下,脱模粉会大规模地析出到TPU的表面!于是,就有了“9块9包邮”手机壳用过一段时间后就出现的“吐蜡起雾”问题!

“脱模粉”对透明度的影响
(huntsman内部测试)
看来,降低外部的“界面力”只能算是头痛医头脚痛医脚的“指标”之举。要想“标本兼治”,还是要从改变TPU自身的“内聚力”入手。
基于这个思路,一款无需外加脱模粉也能快速脱模的新产品——亨斯迈6013就被开发出来了!
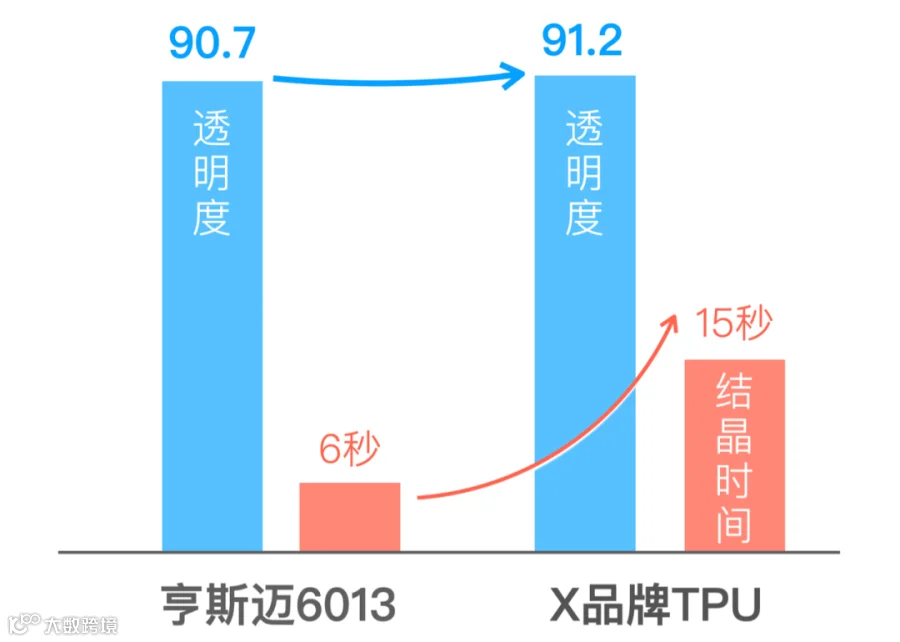
其实单看外观的话,不管是“亨斯迈6013”还是“X品牌TPU”,只要不加“脱模粉”,长时间静置后的透明度都不会有啥太大问题。

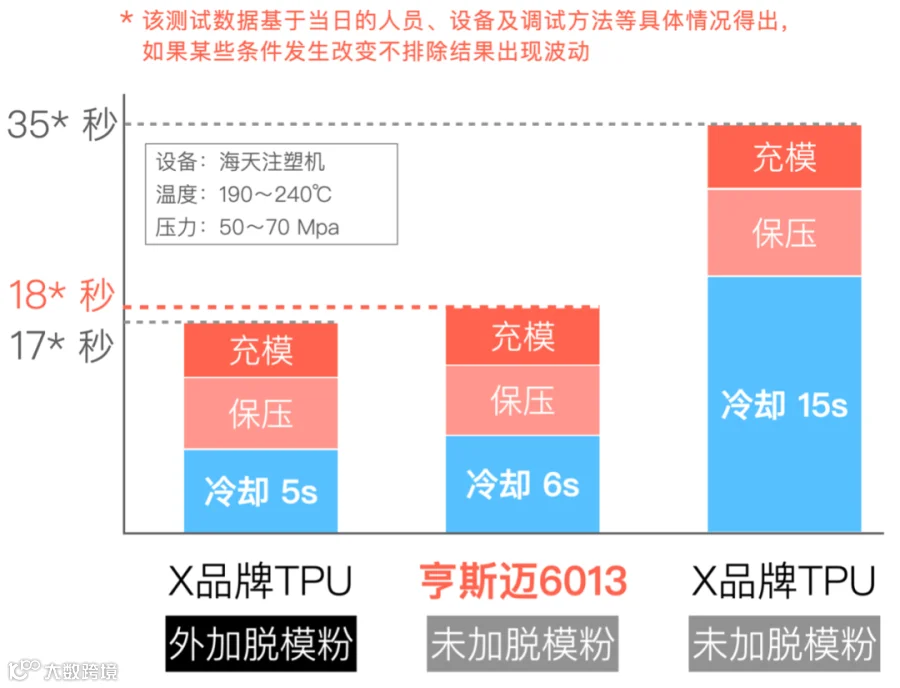
不过如果再看一下大家在“脱模时间”上的表现,就能发现亨斯迈6013的厉害之处了!
虽然没有“脱模粉”的帮助,但是6013依然只要冷却6秒钟就能顺利地从模具中取出来!这足以和外加了脱模粉的“X品牌TPU”有得一拼!
对于这种现象唯一合理的解释就是:
在冷却过程中,亨斯迈6013的“内聚力”上升得非常迅速,在很短的时间内就能超越“界面力”!
但问题是,这样的TPU,它自身的“透光率”恐怕就好不到哪里去了……
和其他塑料比起来,TPU属于比较“另类”的存在——它“硬”起来不输PP,但是“软”起来又堪比硅胶弹性体。
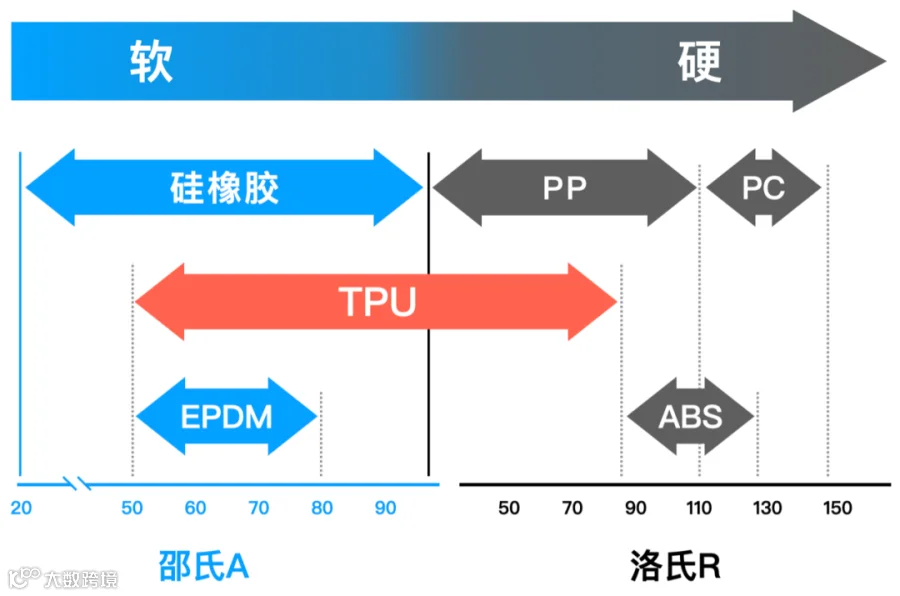
TPU的硬度范围横跨“弹性体”和“塑料”
这主要是因为TPU是一种“嫁接”出来的塑料,它的每条分子链都是由异氰酸酯的“硬段”和多元醇的“软段”拼接而成。
“软段”的含量决定了TPU能有多软多弹;而“硬段”的含量则关系到TPU能有多大的“内聚力”!
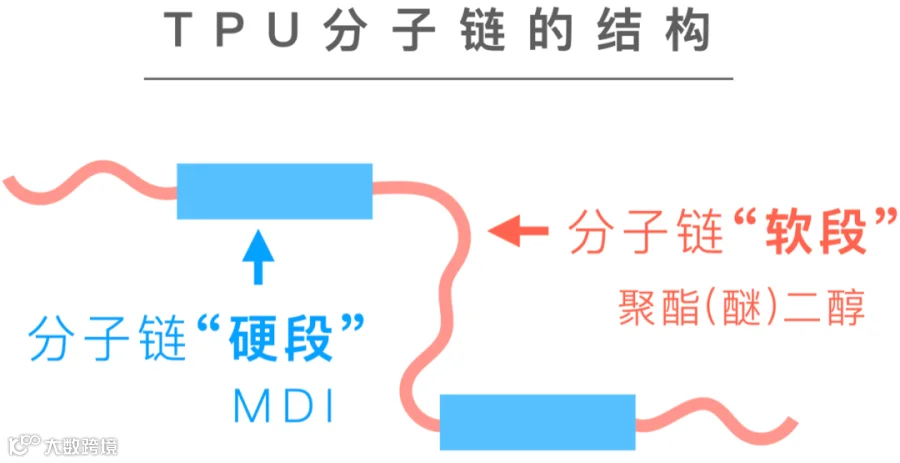
TPU分子链的构成
具体来说,每个“硬段”身上都带着强极性基团,所以当这些“硬段”们互相一靠近,就会被强静电力“吸”在一起很难再“撕”开。如此一来,TPU的“内聚力”也就变大了。
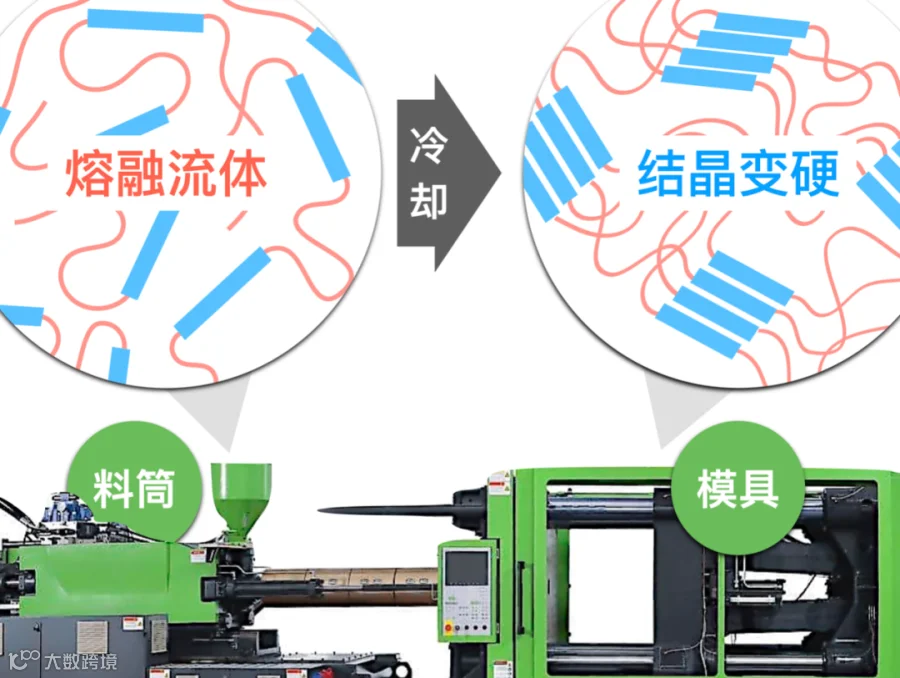
TPU的“结晶”
所以从配方的角度来看,只要在TPU里面加入更多“硬段” ,在相同时间里就会有更多“结晶点”被制造出来,它的“内聚力”自然也就能在短时间内一下子提升上来了!
这么看来,“粘模”问题好像并没那么难以解决啊!增加TPU里面“硬段”的含量又不是多大的事情,怎么一直以来大家还要借助“脱模粉”来对付“粘模”呢?
正所谓“按下葫芦起了瓢”,增加“硬段”的确能搞定“粘模”,但是紧跟着“透明度”又要出问题了!
因为硬段的“结晶”在TPU里面就像飘浮在空气中的灰尘,数量比较少的话也看不出什么差别。但是一旦超过某个阈值,人的肉眼就能察觉到透过来的光线变少,体现在感官上就是看起来没那么“透亮”了。
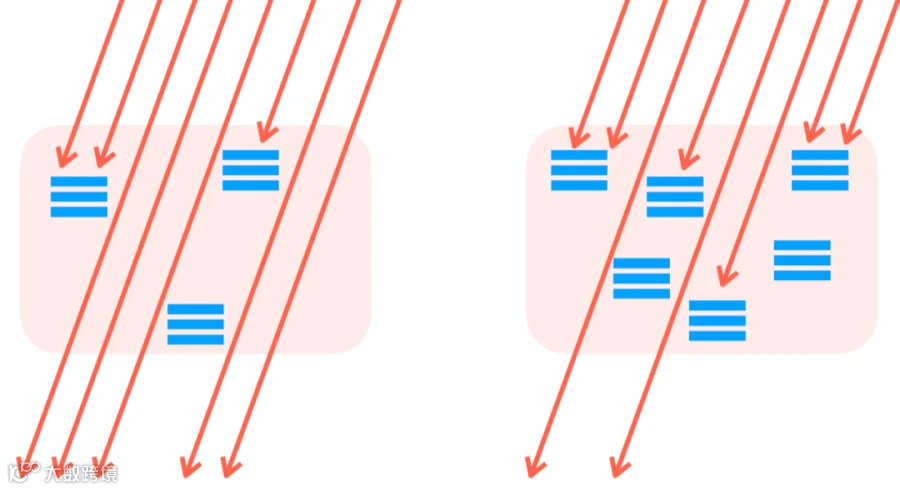
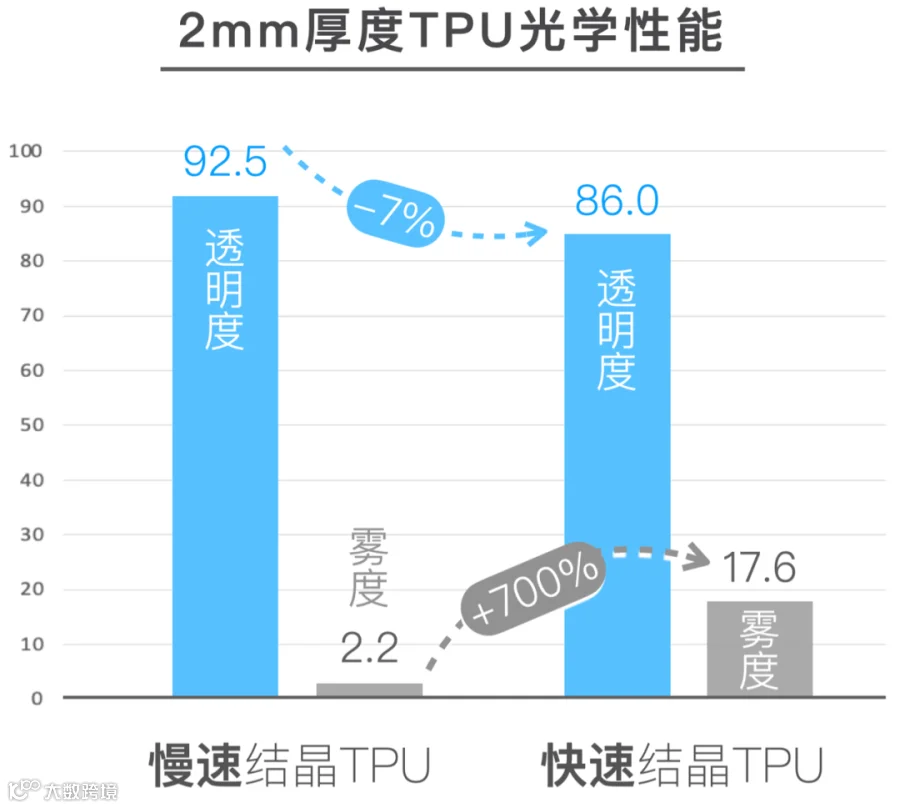
针对这个现象,研究人员专门做了定量的测试。结果发现:
“结晶”比较快的那组TPU,在“透明度”方面低了7%;同时“雾度”则飙升了700%!
按照这个逻辑,既然亨斯迈6013能做到快速“结晶”脱模,那么付出的代价应该就是比较差的透明度了吧?
然而实际情况令人颇为意外——6013的“透明度”达到了90.7,与结晶速度很慢的“X品牌TPU”具备了同样等级的高透光率!
也就是说,“快速结晶”和“高透明度”这两个看似不可兼得的物性竟然被6013完美调和!
亨斯迈6013:更快的结晶速度+高透光率
都说世界上没有完美的材料,“得之东隅,失之桑榆”的遗憾始终伴随着材料行业的小伙伴!
因此,技术创新的价值就在于不断突破那些已经被自然界设定好的条条框框,把看似不可能,变为实实在在的生产力!

就像这次的亨斯迈6013,当“不粘模”、“不起雾”和“高透光”这三个原本难以同时实现的物性都被集于一身,也可看作是在宣示TPU材料的又一次进化了吧!
【版权与免责声明】本内容为作者个人独立观点,不代表「胶我选」立场。我们致力于保护作者版权,部分图片及信息来自互联网,如果发现本站有涉嫌侵权的内容,欢迎后台留言,本站将立刻删除涉嫌侵权内容。合作事宜请后台留言或微信:woshishui7683
产品推荐
本文由“壹伴器”提供技术支持
上海运河材料
产品咨询:
13818026382
欢迎公众号留言