

一、弧焊专业名称讲解
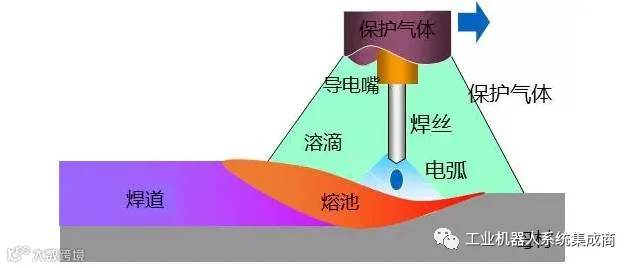
电弧:在两极间产生强烈而持久的气体放电现象。
母材:被焊接金属。
熔滴: 焊丝先端受热后熔化,并向熔池过渡的液态金属滴。
熔池:熔焊时焊件上所形成的具有一定几何形状的液态金属部分。
保护气体:焊接中用于保护金属熔滴以及熔池免受外界有害气体(氢、氧、氮)侵入的气体。
二、弧焊名词
1. 焊丝的融化及熔滴过渡
2. 焊丝熔化热源:电弧热、电阻热
3. 焊丝熔化特性:熔化速度 Vm 与电流 I 之间的关系
三、影响熔化特性的因素
1. 焊丝成分
2. 焊丝直径
3. 干伸长度
4. 极性
5.熔滴过渡的形态 (颗粒>射流)
6.保护气体介质 (MAG>CO2 )
四、熔滴过渡的几种形式
1. 短路过渡
焊丝与熔池的短路频率20~100次/S
短路缩颈“小桥”爆断有飞溅
2.渣壁过渡(颗粒过渡)
药芯焊丝、焊条电弧焊、埋弧焊
滴状过渡(下垂滴状过渡、排斥滴状过渡)
3. 喷射过渡
脉冲射滴过渡
4. 射流过渡
5. 亚射流过渡(铝及铝合金MIG焊)
五、熔滴上的作用力
1. 表面张力
2. 重力(Fσ)
3. 电磁收缩力(Fcz)
4. 等离子流力
5. 斑点压力
6. 短路时所颈爆破力
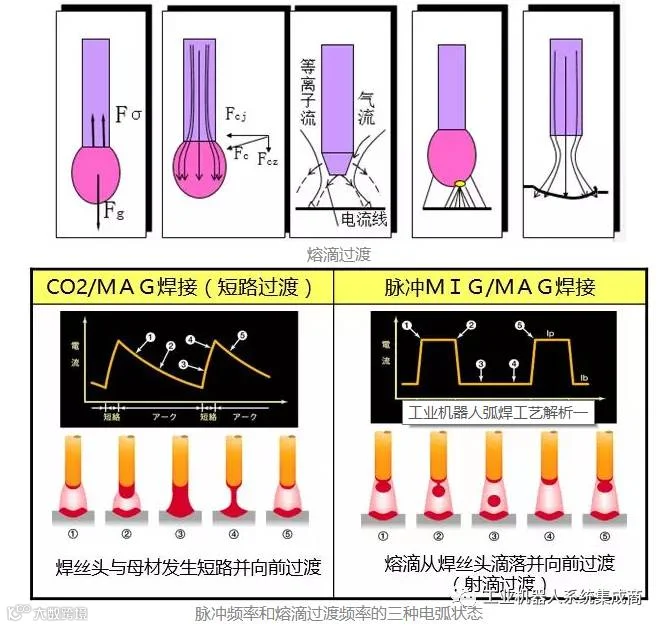
六、熔滴过渡
脉冲频率和熔滴过渡频率的三种电弧状态
最佳状态:
一脉一滴(脉冲频率和熔滴过渡频率一致)
可用状态:
一脉多滴(脉冲频率低于熔滴过渡频率)
不可用状态:
多脉一滴(脉冲频率高于熔滴过渡频率)
此时飞溅大,脉冲电弧不稳定。
注:熔滴过渡频率与焊丝成分、混合气体比例、电流大小等因素有关。
七、熔滴喷射过渡的必要条件
纯氩或富氩混合气体保护焊(MIG或MAG)
(CO2焊接无法实现喷射过渡,不宜用二氧化碳保护气体的脉冲焊来焊 接钢材,因为这种保护气体在脉冲阶段的电弧力不利于熔滴分离。)
焊接电流超过喷射过渡的临界电流
(如1.2实心焊丝MAG焊时电流I>320A)
低于临界电流时采用脉冲熔化极电源,呈现“脉冲射滴过渡”形式
(机器人三轴变位机焊接案例展示)
如果你喜欢本文章请长按下方二维码添加公众号:
