
前阵子去一个客户的工厂实地看项目。
老板做机械加工二十多年,厂子不大,两条产线,50多号人。去年被上游甲方催着要上MES系统,说是供应链数字化,不上系统就拿不到大单。
最后我问他:准备上哪家的方案?
他苦笑了一下:算完账,我决定先别折腾了。
为什么不敢动?三笔账吓退了90%的工厂老板
第一笔:换设备
数字化方案拿过来一看,核心要求是:所有设备必须带网口,支持标准工业通信协议。
老板车间里的设备呢?
一条线是2012年上的三菱FX2N PLC,只有串口,没有网口。另一条线更老,欧姆龙C系列,连串口都没有,继电器直接控制。几台数控机床是国产的,协议文档早就找不到了。
方案商说:换PLC吧,一套下来大概……
十几万。一条线。
两条线都换,加上停产调试的时间成本,老板说:"我这半年白干了。"
第二笔:改系统
如果设备不动呢?那就得改造现有系统。
改PLC程序——有些老PLC的程序是加密的,原厂工程师都未必能解开。加装通信模块——老设备停产了,模块不好找,找到了兼容性也是个问题。做协议定制开发——每个品牌、每个型号都不一样,一个一个对接,纯手工活。
有家工厂找集成商做改造,光协议对接就花了两个月,最后还是有两台设备没接上。
第三笔:请人
系统搭好了,谁来维护?
厂里最懂PLC的老师傅今年58了,明年退休。年轻人不愿意来工厂,学了技术就跳槽去互联网公司。
就算系统跑起来了,出了问题找谁?找设备商?设备商说这是系统问题。找方案商?方案商说这是设备问题。
最后还是老板自己扛。
转机:一个成本不到十分之一的方案
后来这个老板找到了另一个路子。
不打设备的主意,不碰现有的控制程序,在设备外面加一个"中间人"——边缘计算网关。
原理很简单:
老设备 →(串口/信号线)→ 网关(翻译+处理)→(以太网/4G)→ 云平台/MES
网关做的事情就三件:
第一件:听。老PLC只有串口?没关系,网关有串口。直接接上去读数据。连串口都没有?没关系,网关有数字量输入(DI)接口,把信号线并联上去,采集开关状态就行。传感器是模拟量的?4-20mA电流信号、0-10V电压信号,网关直接采集,内部ADC转换成数字量。
第二件:翻译。西门子说S7语言,三菱说MC协议,欧姆龙说Fins协议,Modbus设备说Modbus……网关全认识。统一翻译成MQTT或者Modbus TCP,往上推给MES、ERP或者云平台。不需要改原设备的任何东西。
第三件:思考。不是光传数据那么简单。网关本地可以跑逻辑:
温度超过阈值,持续3分钟?自动发告警。
统计产量?监测信号下降沿,自动计数。
算OEE?记录开机、停机、节拍时间,本地算好再上报。
这三件事干完,数据就活了。

真实案例:一台"全勤"机器,OEE只有45%
讲个别人的真实项目。
一家机械加工厂,有一台2008年买的老式数控机床。车间的老师傅都管它叫"老黄牛",因为从来没出过大故障,天天运转。
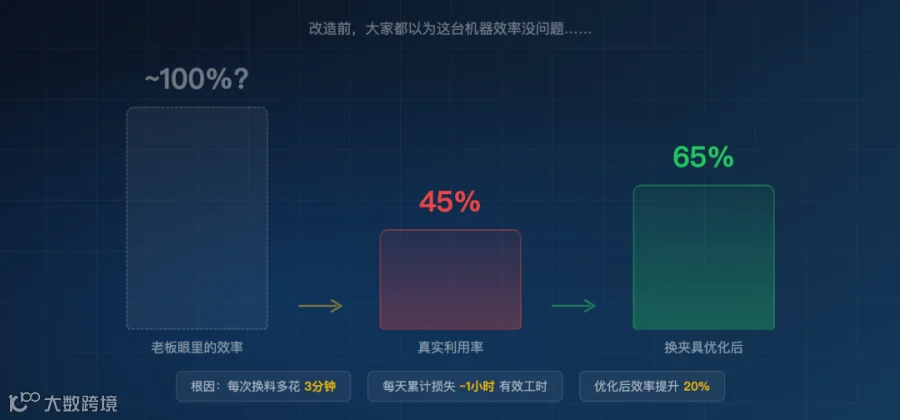
大家都觉得这台机器效率没问题。
后来他们上了边缘网关做数据采集,用了一个很简单的办法:把机床三色灯(绿=运行/黄=待机/红=故障)的信号线并联到网关的DI接口上。
网关配置了一个边缘规则:
监测绿灯下降沿(绿灯灭一次 = 一个加工循环结束),自动计数。
记录连续两次绿灯灭的时间差 = 单件节拍。
统计每天实际运行时长 ÷ 计划工作时长 = 设备利用率。
数据跑了一个月,在MES系统上一看——
这台"全勤"的机器,实际利用率只有45%。
所有人都惊了。
数据一扒,原因很清楚:这台机器每次换料要3分钟,而新机器只要1分钟。一天换20次料,光换料就多花40分钟。加上偶尔的调试和小停机,一天下来有效加工时间不到4小时。
找到问题就好办了。厂里给这台机器重新设计了一套快速夹具,换料时间缩短到1分钟以内。
改造后,设备效率直接提了20%。
这个案例给我感触很深——你以为是"设备没问题",其实是你看不见问题。数据一旦透明了,优化方向自己就冒出来了。
三种设备,三种接法
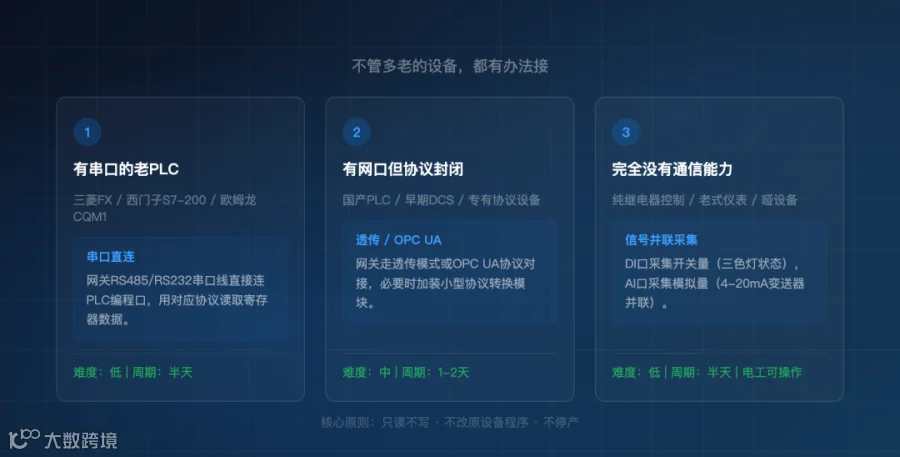
实际操作中,工厂的老旧设备大概分三类,接法不同:
第一类:有串口的老PLC
代表:三菱FX系列、西门子S7-200、欧姆龙CQM1
这种最简单。网关通过RS232或RS485串口线直接连PLC的编程口,用对应协议(三菱MC协议、西门子S7协议、欧姆龙Fins协议)读取寄存器数据。
不需要改PLC程序,不需要加装模块,插上线配好参数就能用。
关键是"只读不写"——只采集数据,不往PLC写任何指令,生产安全零风险。
第二类:有网口但不支持标准协议
代表:某些国产PLC、早期DCS系统
这种网关支持OPC UA。如果设备本身不支持,有些网关可以走透传模式,或者加装一个小型协议转换模块。
成本会稍微高一点,但比起换PLC,还是便宜了一个数量级。
第三类:完全没有通信能力的老设备
代表:纯继电器控制的老机床、老式仪表
这种最"土"但最管用的办法:信号并联采集。
举个例子,老式压力表没有数字输出,但你可以并一个4-20mA的变送器,信号一分为二,一路给原有显示仪表,一路给网关的AI(模拟量输入)接口。
三色灯、继电器状态这些开关量就更简单了,直接并一根线到网关的DI口。
电工就能接线,半天搞定。
费用对比:说点实际的
很多文章讲数字化改造,动辄几十万上百万。但对于大量中小工厂来说,这不是他们的赛道。
我给那个老板算了一笔账:
| 项目 | 全套换新方案 | 网关改造方案 |
|---|---|---|
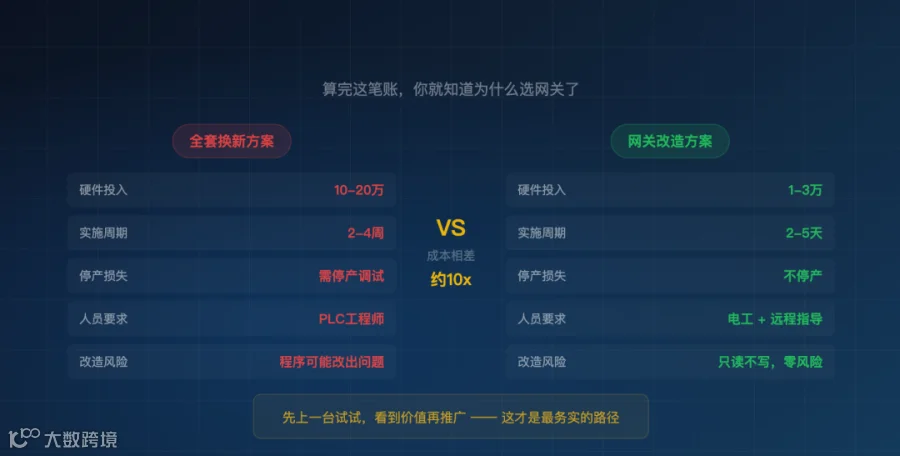
| 硬件投入 | 10-20万(PLC+模块) | 1-3万(网关+线缆) |
| 实施周期 | 2-4周(停产调试) | 2-5天(不停产) |
| 人员要求 | 需要PLC工程师 | 普通电工+远程指导 |
| 风险 | 改程序可能改出问题 | 只读不写,零风险 |
| 后续扩展 | 换了PLC还好说 | 加网关就行,灵活 |
网关方案的成本大概是全套换新的约十分之一。
而且有个很大的心理门槛差异:全套换新是一次性把几十万砸进去,老板心里没底。网关方案可以先上一台试试,跑通了、看到数据价值了,再逐步推广。
先让数据动起来,比什么方案都强。
但是,也有几个坑得提前说
做这种项目踩过一些坑,提前说清楚:
坑一:信号干扰。老工厂的电磁环境通常很差,变频器、电焊机、大电机全在一起。串口通信容易受到干扰,数据会乱码。解决办法:用屏蔽双绞线,做好接地,通信波特率适当降低(9600够用了,别贪快)。
坑二:老设备的数据地址不明确。有些PLC程序是十几年前写的,当年的工程师早走了,寄存器地址对应什么数据,没人知道。解决办法:先找PLC厂家拿编程软件连上去看一遍寄存器,或者趁设备运行时观察数据变化规律来反推。
坑三:预期管理。网关采集上来的数据不会自动变成效益。你得有人看、有人分析、有人根据数据做决策。如果上了系统没人用,那就是一个摆设。
这点特别重要:数字化改造不是装个设备就完了,是管理方式的变化。 工厂老板得有这个心理准备。
我的建议:从一台设备开始
跟不少工厂聊过之后,我发现最务实的路径是这样的:
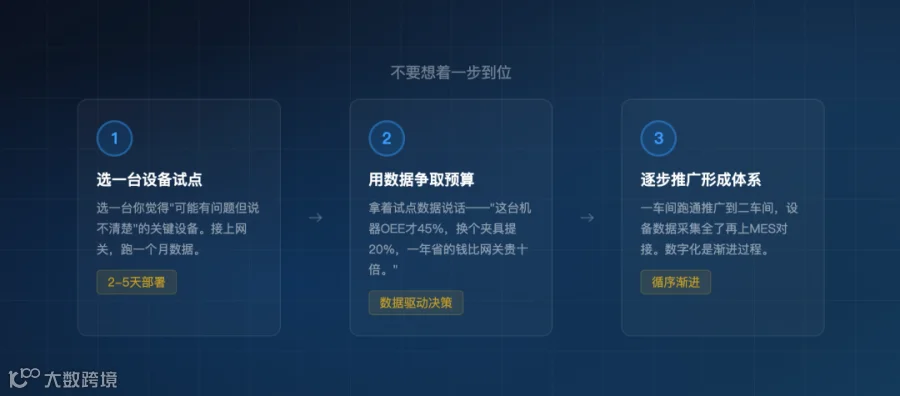
第一步:选一台关键设备试点。不用全厂铺开,选一台你觉得"可能有问题但说不清楚"的设备。接上网关,跑一个月数据,看看实际情况跟你的直觉差多少。
十有八九会有 surprises。
第二步:用数据说话,争取预算。拿着试点数据去找老板或者甲方——"你看,这台机器利用率才45%,换个夹具提20%,一年省下来的钱比网关贵十倍。"有数据支撑,预算好批多了。
第三步:逐步推广,形成体系。一车间跑通了,推广到二车间。设备数据采集全了,再上MES对接。不要想着一步到位,数字化本来就是个渐进的过程。
写在最后
那个工厂老板最后还是上了网关方案。
先拿那台2008年的老机床试的。数据跑了一个月,发现的问题不止换料慢这一件——原来这台机器每天早上开机后的前15分钟,良品率只有60%,warm up阶段调机时间被忽略了。
调整了开机流程之后,光这一个点,每月就省了两千多块的原材料浪费。
老板说了一句话我印象很深:
"以前觉得数字化离我很远,现在发现,它就是个让我看见看不见的东西的工具。"
如果你也在纠结老设备怎么接入数字化系统,私信聊聊你的具体情况,我帮你看看能不能用网关方案解决。
本文由极智科技技术团队原创,转载请注明出处。了解更多产品信息,访问**极智科技官网 wisdiot.com