


夏至

夏至是二十四节气之一,在每年公历6月20日,或21日,或22日。夏至这天,太阳运行至黄经90度(夏至点,目前处在双子座),太阳直射地面的位置到达一年的最北端,几乎直射北回归线,此时,北半球各地的白昼时间达到全年最长。

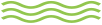
棒材火焰喷涂

棒材火焰喷涂是采用氧-乙炔燃烧火焰作热源,喷涂材料为棒材,由于金属材料可以很容易地制成线材,而金属氧化物(如陶瓷材料)无法加工成线材,但是可以制成一定粗细和长短的棒材,所以,棒材火焰喷涂主要指的是陶瓷棒材火焰喷涂。
热喷涂加工的喷涂原理大致相同,陶瓷棒材喷涂的主要特点是陶瓷棒端部在氧-乙炔火焰中停留的时间较长,使得陶瓷棒端部充分熔化后,再用射流雾化成微滴喷射到工件表面形成涂层,这种方式能有效改善氧-乙炔火焰粉末喷涂的时候,由于陶瓷粉末熔点比较高,在火焰中停留时间较短、熔化不充分的弊端。
那么,热喷涂加工工艺中的棒材火焰喷涂其涂层和工艺主要有哪些特点呢?
1、涂层结构特性:陶瓷棒材火焰喷涂能保证喷涂材料在高的动能和热能下使得粒子在到达工件表面时仍能保持熔融状态,能更好的保证涂层粒子之间的结合强度,提高涂层致密性;
2、工艺技术简单:设备配置简单,操控便捷,既可以在热喷涂加工车间操作,也可以在现场施工;
3、可喷涂的陶瓷棒材种类比较多,有氧化铬、氧化铝、氧化锆等17种之多。

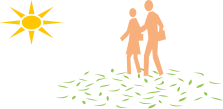
高速火焰喷涂

热喷涂工艺种类比较多,其中,高速火焰喷涂国内习惯称为超声速火焰喷涂,即HVOF。高速火焰喷涂是将助燃气体与燃烧气体在燃烧室中连续燃烧,燃烧的火焰在燃烧室中产生高压并通过预燃烧室出口连接的膨胀喷嘴产生高速焰流,喷涂材料送入高速射流中被加热、加速喷射到经预处理的基体表面上形成涂层的方法。这类热喷涂工艺可以使用乙炔、丙烷、丙烯、氢气等作为燃气,也可以使用柴油或者煤油等液体燃料。
高速火焰喷涂设备一般由喷枪、送粉器、控制系统、喷枪冷却系统、气体供应系统五部分构成。高速火焰喷涂高速的焰流速度和相对较低的温度,使其所喷涂的涂层具有优异的使用性能:
1、火焰及喷涂粒子速度高。火焰速度能达到1800m/s以上,粒子速度达300~650m/s。
2、粉末受热均匀。喷涂粉末沿轴向或径向注入燃烧室,使粉末在火焰中停留时间相对较长,熔融充分,产生集中的喷射束流。
3、粉末粒子飞行速度高,和周围大气接触时间短,很少与大气发生反应,喷涂材料中活泼元素烧损少。
4、喷涂粉末细微,涂层光滑。
5、涂层致密,结合强度高。一般高速火焰喷涂涂层的孔隙率<2%,结合强度>70MPa。

济南天盟新材料科技有限公司
官网:http://www.tanmng.com/
邮箱:rpt@rptsd.com
联系方式:0531-87389188


